Хон в цилиндре что это
Ремонт: новые круглые кольца в старый овальный двигатель
Я надеюсь что будет достаточно противников и союзников по этой статье. Я только прошу перед очередным комментарием прочитать статью полностью. Это пробная статья на тему дисскусии в защиту "дешевой" капиталки двигателя. Под дешевой капиталкой двигателя я имею ввиду замену колец, колпачков, и всех сопутствующих прокладок по ходу ремонту без снятия двигателя. Нет необходимости, точить цилиндры и менять поршня под ремонтный размер. Легкий - дешевый ремонт двигателя своими силами по расходникам выходит до 400$. Полноценная капиталка 0.25-0.50, добавляет примерно 100$ на расточку и хон, 60-300$ новые поршня (Honda, Teikin, Autowelt), плюс дополнительные работы по снятию двигателя и перепрессовки шатунов (поршней).
Конечно при полноценном ремонте двигателя чисто по материалам и работе, по цене 1000$ встает вопрос о целесообразности полного ремонта на D14 (а это ведь 75-110лс). Контрактный мотор D15, D16(ZC) пусть и не понятном состояние будет стоит 300-600$, B серия стоит 1500-2500$. С продажи своего D14 Вы можете вытянуть 100-300$. Я знаю людей в живую кто менял свой, жрущий масло мотор, на контрактный мотор, и мотор клинил через неделю после свапа. Это не байка.
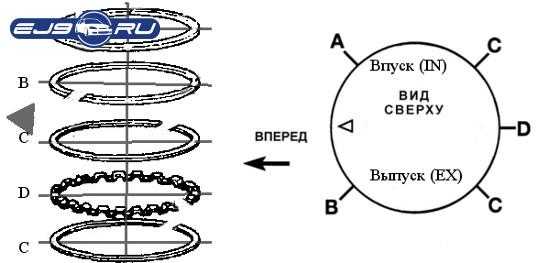
Кольца поршня, шпоргалка
Размер цилиндра двигателя D серии 75мм. Это означает, что изначально цилиндр имеет диаметр 75мм, и радиус соответственно во всех точках 37.5. Со временем "по природе" работы двигателя износ становится эллипсоидным, то есть по оси X радиус становится больше чем Y. Конечно Y тоже меняется но менее значимо нежели X. Первый ремонтный размер 0.25 это означает что диаметр цилиндра 75.25, а радиус во всех точках должен быть 37,625мм. То есть разница 0,125мм, не нужно считать что это очень мало и этим можно пренебречь. Это не верно. Но пока рассуждаем дальше.
Сейчас средний пробег для Honda Civic 6 поколения около 220000-250000 км, уже есть конечно единицы с 300000км пробегом. То есть примерно 13000км в год. В большинстве случаев, двигатели не вскрывались и кольца не менялись. К этому моменту начинает увеличиваться жор масла. Повышенный износ колец при масляном голодание (Хонду же не убьешь, она и без масла может), либо если кольца закоксовались, и полноценно не работают — залегли.
Но если вы планируете остаться в стоке до 150лс (атмосфера, VTEC, чиповка) перемещаться в основном по городу и трассе, а не на кольце. Если вы студент и у вас нет оборудования для снятия двигателя, в общем если вы хотите просто убрать жор масла и дальше долгое время ездить без проблем, то нет никакого криминала в простой замене колец и колпачков. Я знаю ни один десяток ребят, кто просто заменил кольца и доволен как слон. Курсируют между Минском и Москвой, занимаются такси круглые сутки в городе, в общем живут в машине. Живые, свежие кольца после обкатки (примерно до первой замены масла) работают на отлично.

Измерение замка колец на поршне щупом
Ок, допустим это все бред Я не прав. Открывайте любой справочник Honda Civic 1992-2000. Найдите пункт "зазор в замке поршневого кольца", возьмем второе самое толстое кольцо.
- Номинальное значение: 0,30-0,45 мм
- Эксплуатационное значение:0,70 мм
Вы сами можете измерить зазор замка кольца в середине цилиндра (максимальный износ) в обоих положениях (x,y), и в 90% значение замка не выходит за пределы номинального (рабочего) значения , часто бывает примерно 0.42-0.44 (для 200000км пробега). Не говоря уже об эксплуатационных значений, являющимися критическими 0.7мм. Конечно, если подходить к вопросу более глобально то работу нужно проводить практически в стерильных условиях, со спец инструментами, править и заменять все что возможно, менять вкладыши по цвету, в общем, подходить к ремонту очень скрупулезно. Если идти по мануалу точно, то нужно менять и все болты, потому что они растягиваются. Но на это нужны колоссальные деньги и время. Мой выбор по прежнему быстрая замена колец с сопутствующими прокладками, еженедельные проверки двигателя, на наличие жидкостей и течей. И именно поэтому такого типа капиталка, намного выгодней нежели замены двигателя. В крайнем случае если хона "мало", но есть все таки возможность двиг снять, то примерно за $50 можно попробовать нанести хон. Конечно 100% вы не нанесете, но очень очень хорошо обновите цилиндры, без замены самих поршней и расточки блока (около 400$ экономия).
PS. ХОН:
Тут я вскользь упомянул о хоне, и естественно нужно объяснить что такое хон цилиндра, или хон двигателя. Во первых хонингование — это процесс нанесения перекрестных насечек на всю внутреннюю часть цилиндра. На самом деле Хоном называется специальная головка которой производится процесс, но пускай хоном сейчас будет называется именно некий "результат" на поверхности цилиндра. Без хона (зеркало) нет маслинной пленки, а значит идет более быстрый износ колец. Если очень грубо объяснить, это нарезка тончайшей левой и правой резьбы внутри цилиндра (да простят меня гуру). Делается на станке специальными головками — Хонами.
Типовой вида хона, и процесс хонингования

Реальный хон на стенки цилиндра хонды
Данная статья актуальна для автомобилей Honda выпуска 1992-2000 годов, таких как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A.
Полезные советы: Затяжку элементов с множеством болтов, например ГБЦ, делайте в несколько моментов и строго по инструкции. Полный список советовНа большинство вопросов вам может помочь сообщество вКонтакте. Это реально удобнее чем писать комментарии ниже.
comments powered bywww.ej9.ru
Как сделать хон цилиндрами
#1 Оффлайн digital
Отправлено
При капиталке, что лучше в цилиндрах по ресурсу и тд, мнения тут разделяются
#2 Оффлайн torcon
Отправлено
то в каком виде с конвейера сходит... хон.
#3 Оффлайн digital
Отправлено
т.е. все плюсы зеркала, что кольца не стачиваются, вернее не так быстро, расход масла минимален, компрессия держится лучше, это все фигня?
#4 Оффлайн Edge79
Отправлено
т.е. все плюсы зеркала, что кольца не стачиваются, вернее не так быстро, расход масла минимален, компрессия держится лучше, это все фигня?
Это не фигня,это полная фигня#5 Оффлайн digital
Отправлено
НУ вот товарищ категорически против хона Скажу посмотрел много его видосов, поначалу думал - полная хрень, потом задумался, а почему хрень, почему он не прав и это бред?
need4soft.ru
Хон цилиндров и сила трения в двигателе или как остановить износ
- 15 декабря 2014 00:00:00
- Просмотров: 2667
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь - его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров. Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски - так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто. При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км. По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления. Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет. Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке

При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров - это называется абразивным износом. В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии - прекращается реакция замещения - прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла - РВС составы не требуют постоянного присутствия в масле. В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно. В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
rvsmaster.ru
Хонингование
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый "дрынохон". Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
...Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания...
...Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа "бутылочный ершик" и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке....
 Дрынохон как он есть и в действии |
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа "устаревший метод, сейчас так никто не делает". Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество "дрынохона" только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только "освежить", но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование - (от англ. honing, от hone - хонинговать, буквально - точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности - отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
 Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры - это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения - это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности - совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра - угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. "Законодатель моды" в данном вопросе - фирма KOLBENSCHMIDT (KS) - дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное - методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования - применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
 Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
 Прибор для контроля шероховатости Hommel |
О практическом влиянии параметров хонингования или разрушение мифа, о "зеркальной", абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная "возня"), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски - высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 - 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании - хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
 Щётки для крацевания |
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
 Специальные хонинговальные бруски |
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре "Дзержинский". Записаться можно по электронной почте. Вам покажут и расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно - обещаем накормить.
www.mehanika.ru
Хонингование цилиндров
Хонингование цилиндров
Перед тем как приступить к сборке двигателя необходимо произвести хонингование цилиндров, которое требуется для обеспечения правильной посадки новых поршневых колец и гарантии должной герметизации камер сгорания в процессе работы двигателя.
| В случае отсутствия необходимого инструмента или желания самостоятельного выполнения работы, можно обратиться в любую мастерскую автосервиса, где хонингование цилиндров будет выполнено за вполне разумную плату. |
|
carmanz.com
Хон или Зеркало в цилиндрах что лучше — бортжурнал Mitsubishi Carisma GDI 1.8 2002 года на DRIVE2

Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя.Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров.
Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не так!Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в "набивающееся", зеркало. вот на этой первой стадии смерти хона (хон "частично" превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия.Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос.
"Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично."
Найти можно его во многих магазинах с инструментами…Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт.Как пользоваться хоном?
Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня. После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него.





upload-www.drive2.ru