Как покрыть металл хромом в домашних условиях
Для чего производится хромирование дисков и процесс его выполнения
Хромирование дисков, как и хромирование деталей автомобиля, является модным и практичным покрытием для автомобилей и мотоциклов. Его делают некоторые владельцы «железных коней», некоторые заказывают эту процедуру в автомастерских, а кто-то делает самостоятельно своими руками.
Детали, диски и элементы авто и мотоциклов, которые были хромированы, имеют привлекательный внешний вид и приобретают дополнительную защиту от коррозии. При этом многие делают хромирование не только литых дисков, но и других деталей и элементов: решетки радиатора, бамперов, ручек дверей и т.д.
Многие детали подвергаются ржавлению, кроме того, практически все элементы автомобиля со временем изнашиваются. Замена изношенных элементов - достаточно дорогое удовольствие, и чтобы этого избежать, на детали наносят защитное покрытие.
Хромирование автомобиля и его элементов - это процесс нанесения тонкого защитного покрытия различными способами. Наиболее часто основным защитным материалом является никель или хром, которые наносятся на поверхности тонким слоем (толщина не превышает несколько микрон).
Хромирование элементов автомобиля
Несмотря на то что хромируемые детали покрываются очень тонким защитным слоем, они получают почти 100% защиты от коррозии, а кроме того, повышается их износостойкость почти на 30%. Этот слой защищает элементы авто при очень высоких температурах (до 800оС).
Некоторые думают, что нанести подобное покрытие в домашних условиях нельзя, однако это не так. Хромирование - процесс непростой, требующий внимательного отношения, однако вполне осуществим в домашних условиях. Нанести такое покрытие можно следующим образом:
- Использование специальных красок. Достаточно давно появились специальные краски для машин, которые придают деталям вид хромированной поверхности. В их составе присутствует какой-либо металл (хром или никель). При нанесении такой краски покрытие получается более толстым, но не долговечным. Износ происходит очень быстро - в течение 1,5-2 лет, после чего требуется красить опять.
- Нанесение защитного слоя с помощью специального оборудования. Этот метод применяется на промышленных производствах. Такое оборудование нельзя встретить в автомастерских, а про использование его дома или в гараже не может идти и речи.
- Гальваническое хромирование. Самый оптимальный вариант по шкале «прочность-цена-затраты». Наиболее часто осуществляют именно его.

Нанесение покрытия
Важно знать, что все реагенты, газы, выделяемые в процессе нанесения хромового покрытия, обладают очень высокой токсичностью, что представляет серьезную опасность для организма человека. В начале 1990 годов хром VI, который входил в состав реагентов для хромирования, в ряде стран (в том числе и в России) признали канцерогеном. Поэтому правительство приняло решения, которые требовали заменить хром другими металлами (никелем) и существенно ограничить количество фирм, предоставляющих услуги по хромированию.
Фитосанитарной службой настоятельно не рекомендуется производить нанесения гальваническим способом защитных слоев, содержащих хром, в частном (инициативном) порядке.
Гальваническое хромирование - процесс диффузионного насыщения поверхностей стальных деталей хромом или выпадение осадка на поверхность стального элемента, который представляет слой хрома, из электролитических растворов при воздействии электрического тока.

Детали после гальванического хромирования
Технология процесса получения тонкого защитного слоя (пленки) осуществляется путем пропускания электрического тока в ванночке со специальными растворами. При подогреве солей растворов происходит оседание частиц хрома на поверхностях деталей. Элементы, которые требуется хромировать, используются катодами в создаваемой цепи из-за того, что частицы металла оседают только на катоде.
Для нанесения покрытия используются специальные ванны. На промышленных предприятиях и в автомастерских гальваническое хромирование осуществляется в полуавтоматических и автоматических режимах, чтобы минимизировать контакт человека с химическими растворами и парами. Для получения качественной защитной пленки все детали обезжириваются.

Специальная ванна
Гальванический способ нанесения хромового покрытия позволяет нанести несколько типов различных слоев, которые имеют разные защитные свойства и внешний вид. Тип покрытия зависит от вида использованных электролитических растворов, силы тока и материала детали, которую подвергают хромированию.
Чтобы произвести хромирование авто или дисков самостоятельно, необходимо подготовить все необходимые материалы и предварительно обработать диски.
Первое, что следует сделать - это определиться с помещением. Поскольку процесс небезопасный, то проводить его в квартире или жилом доме нельзя. Лучше заняться этим в гараже, сарае или в других нежилых постройках, в которых обязательно должна быть хорошая вентиляция. Можно это делать и на открытом воздухе, не допуская к процессу посторонних и детей.

Помещение для проведения работ
Далее подготавливаются все необходимые материалы и приборы. Для хромирования дисков потребуются:
- Ванночка пластмассовая (или из полипропилена). Должна быть достаточно большой, чтобы вместить хотя бы треть диска.
- Блок питания или выпрямитель. Напряжение не должно превышать 12 вольт, а вот сила тока должна регулироваться от 1 до 50 ампер.
- Прибор для подогрева электролита. Главное требование - устойчивость к сильной кислотной среде.
- Термометр, позволяющий мерить температуры в диапазоне 0-100оС, также должен быть устойчив к кислотной среде.
- Дистиллированная вода.
- Ангидрид хромовый (CrO3) - он менее токсичен (но токсичен!). Концентрация - 250 г/л.
- Серная кислота, концентрация 2,4 г/л (можно чуть больше).
- Ацетон
- Соляная кислота
- Листовой свинец
- Медная проволока
- Защитные элементы (респиратор, перчатки и т.д.).

Материалы и приборы для хромирования
Некоторые элементы можно не приобретать специально, а использовать уже имеющиеся. Например, в качестве выпрямителя подойдет устройство для зарядки аккумулятора. Ванночку можно взять детскую. Важный момент - к ванночке желательно приобрести крышку для предотвращения испарения при простое и уменьшения при работе. Количество раствора электролита зависит от размера ванны, а размеры ванночки зависят от размеров дисков (или элементов, которые будут хромироваться).
Перед началом работ необходимо подготовить диски. Важно помнить то, что защитную пленку хрома можно нанести только на никель, медь или латунь. То есть требуется подготовка детали.
В начале подготовки диски тщательно очищаются от грязи, пыли. Ржавые места зачищаются до чистого металла, а все дефекты стараются исправлять - неровные места выравнивают, поврежденные - восстанавливают. Необходимо рассчитать площадь погруженной поверхности (или всего диска, если его будут погружать полностью). Если не исправить дефекты, то они будут некрасиво смотреться на хромированном диске. Далее диски следует отполировать и обезжирить ацетоном. Нельзя для обезжиривания использовать бензин или спиртосодержащие жидкости.
Перед выполнением активации и при приготовлении раствора электролита надевают защитный костюм или элементы. Когда диски высохнут после растворителя, их активируют соляной кислотой. Для этого их погружают в раствор кислоты (концентрация 80-100 г/л) на некоторое время (до 30 минут), которое зависит от состояния поверхностей дисков.

Подготовка и очистка дисков
Следующий этап - промывка дисков в чистой воде. Предварительно в ванну опускают листовой свинец и подключают к нему «+» от выпрямителя. После чего ванну заполняют электролитом (серная кислота + хромовый ангидрид).
Чтобы приготовить раствор электролита, нужно растворить в дистиллированной воде ангидрид хрома, а затем понемногу (тонкой струйкой) с перерывами добавлять серную кислоту. Полученный раствор будет иметь розовый или ярко-красный цвет.
Для начала процедуры электролит должен иметь бордовый цвет. Чтобы это сделать, следует подключить «-» к другой свинцовой пластине и опустить в ванну. Затем включается сеть и пропускается ток 15-20 ампер до появления нужного цвета. Свинцовые листы должны крепиться либо на медной штанге, либо на латунной. Хорошо подойдут для этих целей латунные трубы. Крепление листов к штангам должно быть прочным, чтобы свинец в процессе не отошел.

Процедура хромирования в растворе
Попутно с операцией по приданию бордового цвета раствору электролит следует подогреть до температуры 45-50 градусов.
Далее через промытый диск следует пропустить медную проволоку. Толщина проволоки должна быть достаточной, чтобы выдержать деталь. Потом вытаскивают свинцовый катод, подключенный на «-» (тот, который вешался для подготовки электролита), а вместо него опускают диск и подключают «-» к медной проволоке. Силу пропускаемого тока варьируют в пределах 15-30 ампер. Процесс хромирования занимает 30-60 минут. Сила тока и время зависит от площади поверхности диска. Для 0,01 м2 она будет 20 ампер.
Через 30-60 минут литые диски извлекают из емкости с электролитом и тщательно промывают в дистиллированной воде. Следующий диск или деталь не опускают в ванночку, пока не промоют извлеченный.
Когда диск высохнет после промывки, его полируют до блеска.
Хромирование деталей

В качестве декоративной отделки отдельных деталей сегодня используется большое количество веществ. Немалое количество из них сделано на основе хрома.
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Важно: Использование процесса хромирования необходимо не только для того, чтобы сделать поверхность отдельных деталей более привлекательной с эстетической точки зрения, но и для того, чтобы защитить металлы от образования коррозии.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.
Процесс хромирования деталей
 Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Весь процесс можно разделить на несколько этапов, которые заключаются в:
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
- Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
- Помещении в ванну с подготовленным раствором.
 На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Внимание: Сегодня имеется большое количество стран в мире, в которых данный процесс хромирования находится под тщательным контролем.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома. Его главным компонентом является хромовый ангидрид.
- Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
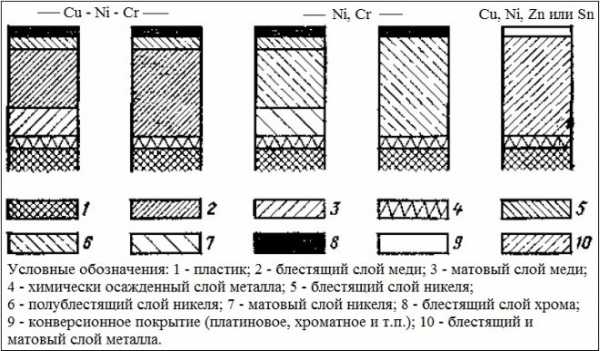
Таблица 1. Составы электролитов для хромирования.
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2. Состав хромирующих смесей для стали.
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома,39 % глинозема, 1 % йодистого аммония | 1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома,29 % глинозема, 1 % йодистого аммония | 1100–1150 | 5–10 | 0,02–0,03 |
Виды хромирования

В современном мире представлено большое количество разновидностей хромирования.
Выделяются следующие виды данного процесса:
- Гальваническое хромирование
Данный способ хромирования представляет собой метод нанесения на поверхность металлов или пластмассовых материалов специального покрытия методом использования электрического тока. Благодаря этому достигает оснащение обрабатываемого материала уникальных свойств. Они заключаются в: утолщении поверхности, устойчивости к образованию ржавчины, в приобретении привлекательного внешнего вида. Во время использования гальванического хромирования используется трехслойное нанесение металлического вещества. Из-за того, что хром вступает в реакцию с другими металлами, он оседает на поверхности и придает ей блеск.
При использовании данного метода хромирования не применяется электрический ток. Весь процесс основан на реакции, которая проявляется между реагентами. При этом очень важно перед обработкой отдельных деталей методом покрытия хромированным составом нанести тонкий слой меди. Для этой цели используется смесь из: сернокислой меди, концентрированной серной кислоты, дистиллированной воды. Для хромирования используется следующий состав: фтористый хром, гипофосфат натрия, охлажденная уксусная кислота, раствор едкого натрия, лимоннокислый натрий, дистиллированная вода.
Данный вид хромирования подразумевает нанесение на поверхность металлов тонкого слоя золотого металла. Делается это не только для достижения наилучшего декоративного эффекта, но и для защиты материала от появления коррозии. Золочение делает материал более плотным и износостойким.
Хромирование в домашних условиях

В современном мире встречается немалое количество людей, которые осуществляют домашнее хромирование. Благодаря этому можно значительно сэкономить на обработке хромом отдельных металлических или пластмассовых деталей.
Важно: Процесс гальванического хромирования недоступен в нашей стране для домашнего использования. Его использование является уголовно наказуемым.
С теоретической точки зрения можно произвести хромирование дома, но для этого придется приложиться большое количество усилий. Для этой цели необходимо приобрести большое количество ванн и растворов для проведения процесса. На это уйдет масса времени и средств. Не рекомендуется проводить процедуру хромирования в домашних условиях путем обработки растворов и материалов электрическим током, потому что при этом выделяются токсины, способные нанести вред окружающей среде.
В домашних условиях можно воспользоваться химическим видом хромирования. При этом очень важно изготовить раствор меди хрома. Только после этого можно приступать к обработке металлических и неметаллических изделий.
Во время проведения процедуры хромирования необходимо позаботиться о технике безопасности, как и в промышленных условиях.
Хромирование в домашних условиях видео
lkmprom.ru
Хромирование – декоративное покрытие металла хромом: технология, виды
Под термином «хромирование» может пониматься как диффузионное насыщение поверхности обрабатываемого изделия слоем хрома, так и нанесение хрома по гальванической технологии. Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.

Истинные фанаты хромирования не прочь покрыть хромом все, что только можно
Среди гальванических методов нанесения металла покрытие хромом является наиболее популярным. Именно поэтому термин «металлизация» часто используется в качестве синонима слова «хромирование».
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.

Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.

Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).

Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).

Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Основные методы
На сегодняшний день выделяют следующие виды хромирования, каждый из которых отличается своими преимуществами и недостатками:
- хромирование, выполняемое по гальванической технологии;
- диффузионное хромирование, проводимое в герметичной емкости при высокой температуре;
- вакуумное хромирование, требующее использования специальной камеры, в которой создается вакуум;
- каталитическое хромирование, предполагающее, что на поверхность обрабатываемого изделия наносятся специальные жидкости без кислот;
- химическое хромирование изделий из стали и других металлов, которое по технологии выполнения напоминает обычную покраску;
- хромирование по гальванической технологии.
Гальваническое хромирование
Покрытия, получаемые в результате гальванического хромирования, могут быть нескольких типов.
«Твердый хром»Нанесение покрытий данного типа осуществляется при использовании тока, отличающегося высокой плотностью (более 100 А/дм2). Температура электролитического раствора не должна превышать значения 40°. Слой хрома, нанесенный по данной технологии, делает поверхность изделия более твердой, но в то же время и более хрупкой.
«Блестящий хром»Покрытия данного типа наносятся с использованием тока, плотность которого находится в интервале 30–100 А/дм2 и в растворе с температурой в пределах 45–60°. Поверхностный слой металла, на который хромовое покрытие нанесено по данной технологии, приобретает исключительно высокую твердость и износостойкость, а также зеркальный блеск.
«Молочный хром»Для получения хромированных покрытий данного типа используется ток минимальной плотности (до 25 А/дм2). Данный метод хромирования деталей не позволяет получать на них покрытия высокой твердости. Слой хрома, наносимый на поверхность изделия в таких случаях, напоминает очень эластичную массу, в структуре которой практически отсутствуют поры.
Для выполнения такого хромирования необходим трех- или шестивалентный хром. При хромировании металла с применением трехвалентного хрома в качестве основного компонента электролитического раствора используется хромовый ангидрид. При применении шестивалентного хрома в роли такого элемента выступает хлорид или сульфат хрома.

Составы электролитов для хромирования
Растворы, выполненные на основе шестивалентного хрома, содержат в своем составе следующие компоненты:
- серную кислоту – 2,25–3 г/л;
- хромовый ангидрид – 225–300 г/л;
- свинец, который обычно входит в состав анода в сочетании с сурьмой или оловом, – 4–6%.
Большое значение для качества наносимого хромированного покрытия имеет пропорция серной кислоты и хромового ангидрида в используемом электролитическом растворе. Как правило, такое соотношение стараются выдерживать в пределах 1:100. Если оно будет меньше, то поверхность хромируемой детали не будет отличаться высоким качеством, на ней могут возникать отслоения, матовость и различные пятна. Например, если для хромирования используется электролитический раствор, в котором серная кислота и хромовый ангидрид содержатся в соотношении 1:50, то хромовое покрытие не получит достаточно высокой кроющей и рассеивающей способности.

Режимы хромирования и материалы для анодов
Важными параметрами при нанесении хромированного покрытия также являются плотность электрического тока (не выше 310 кА/дм2) и температура электролитического раствора (45–60°). Если увеличить плотность тока, то на угловых и торцевых элементах хромируемой детали могут формироваться дендриты, которые значительно ухудшают декоративные характеристики изделия.
Кроме свинцовых анодов, химический состав которых дополнен сурьмой (не более 6%), для выполнения хромирования сегодня используются аноды из титана, покрытого платиновым слоем. При проведении хромирования желательно не применять растворимые аноды: для изготовления таких элементов лучше использовать листы или стержни из металла, сечение которых составляет порядка 1,5 см.

Для погружения изделий в ванну используются специальные контактные приспособления
Аноды для хромирования, изготовленные из свинца, необходимо регулярно чистить при помощи металлической щетки, так как на их поверхности постоянно образуется хромовокислый налет. В том случае, если для нанесения хрома используются титановые аноды, покрытые слоем платины, такую чистку выполнять не потребуется. Если аноды, при помощи которых осуществляется хромирование изделий из стали и других металлов, не применяются в течение нескольких дней, их необходимо извлечь из электролитического раствора и держать все это время в воде.
Как подготовить изделие
Технология декоративного хромирования (как и нанесение слоя хрома в защитных целях) предусматривает тщательную подготовку изделия. Такая подготовка заключается в выполнении таких процедур, как:
- шлифовка обрабатываемой поверхности, а также ее тщательная полировка;
- промывка изделия и протирание его мягкой тканью;
- изолирование тех участков поверхности, где хромировка не требуется;
- обезжиривание хромируемой детали;
- декапирование изделия, которое позволяет улучшить адгезию наносимого хромового слоя с основным металлом;
- размещение изделия в электролитическом растворе при помощи специального кронштейна.

Шлифовка изделия перед хромированием
В отдельных случаях технология декоративного хромирования предусматривает предварительное травление обрабатываемой поверхности и нанесение на нее слоя другого металла (меди или никеля), что способствует увеличению прочности хромового покрытия.
Как проводят процедуру хромирования
Сама технология декоративного хромирования заключается в следующем.
- Изделие после предварительной подготовки помещается в емкость с электролитическим раствором, в которой уже находится анод.
- Раствор, в который погружают изделие, должен быть предварительно нагрет до требуемой рабочей температуры. Следует иметь виду, что рабочая температура электролитического раствора должна поддерживаться на протяжении всего процесса хромирования. Это необходимо для того, чтобы обеспечить хорошую адгезию наносимого слоя, а также его однородность по структуре и толщине.
- В зависимости от того, какой толщины должен быть хромированный слой, определяют время нахождения изделия в электролитическом растворе.
Рекомендуемые режимы сушки хромированных изделий
Технология декоративного хромирования предусматривает также выполнение термообработки детали (этот этап нужен для того, чтобы хромовое покрытие было более твердым и прочным). Изделие, на поверхность которого уже нанесен слой хрома, выдерживают в течение нескольких часов в нагревательной печи при температуре порядка 200°.
На видео ниже подробно показан процесс гальванического хромирования с комментариями в виде субтитров.Химический способ
В настоящее время активно применяется технология декоративного хромирования, не предполагающая использования электролитического раствора. Таким способом, суть которого заключается в том, что хром из рабочего раствора осаждается на поверхности обрабатываемого изделия, выполняется хромирование алюминия и других металлов, а также деталей из полимерных материалов.
Рабочий раствор, используемый для выполнения такого хромирования, готовится на основе хромосодержащего реагента, дистиллированной воды и гипофосфита натрия. В процессе хромирования, которому подвергается алюминиевый или любой другой сплав, гипофосфит натрия восстанавливает хром из его солей, и металл оседает тонким слоем на поверхности обрабатываемого изделия. За счет того, что в используемых для выполнения такого хромирования химических реагентах содержится фосфор, готовый хромовый слой, частично насыщаемый данным элементом, отличается достаточно высокой прочностью.

Составы растворов для химического хромирования
Химический способ нанесения хромового покрытия отличается не только простотой реализации, но и большей экологической безопасностью, если сравнивать его с другими технологиями хромирования. Такой способ, при помощи которого можно хромировать алюминий, сталь и даже полимерные материалы, используют даже в домашних условиях.
Выполняя хромирование деталей автомобиля или других изделий по химической технологии, следует иметь в виду, что готовое покрытие получается матовым и отличается непривлекательным сероватым оттенком. Чтобы придать такому покрытию характерный хромовый блеск, необходимо провести финишную полировку.
При помощи технологии хромирования изделиям из различных металлов и полимерных материалов можно придавать не только защитные свойства, но и исключительные декоративные характеристики. Например, возможно нанесение на различные детали черного хрома, покрытие из которого делает их внешний вид эффектным и презентабельным.met-all.org
Покрытие металла медью в домашних условиях. Гальванопластика
Меднение – это процесс нанесения на поверхность медного слоя гальваническим способом.
Медный слой придает изделию внешнюю привлекательность, что позволяет использовать прием гальванического покрытия медью в дизайнерских проектах. Также он придает металлу высокую электропроводность, что позволяет подвергать изделие дальнейшей поверхностной обработке.

Меднение можно использовать в качестве основного процесса для создания поверхностного слоя, а также как промежуточную операцию для дальнейшего нанесения другого металлического слоя. К такому способу можно отнести, например, процесс серебрения, хромирования или никелирования.
Меднение можно проводить в домашних условиях. Это дает возможность решить много бытовых проблем.
Гальваника в домашних условиях: оборудование и материалы
Чтобы выполнить покрытие медным слоем самостоятельно, нужно приобрести необходимое для процесса оборудование и материалы.

Прежде всего, нужно подготовить источник электрического тока. Разные домашние мастера советуют использовать силу тока, разброс которой в большом диапазоне. Работа должна проводиться на постоянном токе.
В качестве источника тока можно взять батарейку КБС-Л напряжением 4,5 вольт или новую батарейку марки «Крона» с рабочим напряжением 9 вольт. Можно также вместо нее использовать выпрямитель малой мощности, дающий напряжение не более 12 вольт, или автомобильный аккумулятор.
Обязательным является использование реостата для регулировки напряжения и плавного выхода из процесса.
Для раствора электролита должна быть заготовлена нейтральная емкость, например из стекла, а также пластиковая широкая посуда, имеющая достаточные размеры для размещения в ней детали. Емкости должны выдерживать температуру не менее 80оС.
Также понадобятся аноды, обеспечивающие покрытие всей поверхности детали. Они предназначены для подведения тока в электролитный раствор и его распределение по всей площади детали.
Для проведения гальваники в домашних условиях понадобятся также химреактивы для приготовления раствора:
- медный купорос,
- соляная или другая кислота,
- дистиллированная вода.
Заготовив все необходимое, можно приступать к работе.
Видео:
Меднение стальных изделий
Меднение стали медным купоросом является одним из основных процессов в области гальваники потому, что оно используется для предварительного покрытия медью. Она отличается высокой адгезией к стальной поверхности, в отличие от других металлов, которые не обладают хорошим сцеплением со сталью. Медный слой при соблюдении технологии держится на стальных изделиях прекрасно.
Есть две технологии нанесения покрытия: с погружением изделия в электролитный раствор и способ неконтактного покрытия поверхности медью без помещения в жидкий электролитный раствор.
Меднение путем погружения в раствор

Процесс выполняется с соблюдением следующих этапов:
- С поверхности стальной детали удаляется окисная пленка с помощью наждачной бумаги и щетки, а затем деталь промывается и обезжиривается содой с финишной промывкой водой.
- В стеклянную банку помещаются две медные пластины, подсоединенные к медным проводникам, которые служат анодом. Для этого их соединяют вместе и подводят к положительной клемме прибора, используемого в качестве источника тока.
- Между пластинами свободно подвешивается обрабатываемая деталь. К ней подводится отрицательный полюс клеммы.
- В цепь встраивается тестер с реостатом, чтобы регулировать силу тока.
- Готовится электролитный раствор, в состав которого обычно входит медный купорос – 20 грамм, кислота (соляная или серная) – от 2 до 3 мл, растворенная в 100 мл (лучше дистиллированной) воды.
- Готовый раствор заливается в подготовленную стеклянную банку. Он должен покрыть помещенные в банку электроды полностью.
- Электроды подключаются к источнику тока. С помощью реостата устанавливается ток (10-15 мА должны приходиться на 1см2 площади детали).
- Через 20-30 минут ток отключается, и деталь, покрытая медью, достается из емкости.
Видео:
Покрытие медью без помещения в электролитный раствор
Такой способ используется не только для стальных изделий, но и алюминиевых предметов и изделий из цинка. Процесс осуществляется так:
- Берется многожильный медный провод, с одного конца которого снимается изоляционное покрытие, а проводкам из меди придается вид своеобразной кисточки. Для удобного использования «кисть» закрепляют на ручке — держателе (можно взять деревянную палку).
- Другой конец провода без кисти подсоединяется к положительной клемме используемого источника напряжения.
- Готовится электролитный раствор на основе концентрированного медного купороса с добавлением небольшого количества кислоты. Он наливается в широкую емкость, необходимую для удобного окунания кисти.
- Подготовленная металлическая деталь, очищенная от оксидной пленки и обезжиренная, помещается в пустую ванночку и подсоединяется к отрицательной клемме.
- Кисть смачивается приготовленным раствором и водится вдоль поверхности пластины, не прикасаясь к ней.
- После достижения необходимого медного слоя, процесс заканчивается, а деталь промывается и сушится.
Между поверхностью детали и импровизированной медной кистью всегда должен быть слой из раствора электролита, поэтому кисть необходимо обмакивать в электролит постоянно.
Меднение алюминия медным купоросом
Нанесение на поверхность меди – отличный способ обновления алюминиевых столовых приборов и других изделий из алюминия, используемых дома.
Меднение алюминия медным купоросом можно провести самостоятельно. Упрощенный вариант для демонстрации процесса – это покрытие медью алюминиевой пластинки простой формы.

На этом примере можно потренироваться. Выполнение процесса происходит так:
1. Поверхность пластинки необходимо сначала зачистить, а затем обезжирить.
2. Затем нужно нанести на нее немного концентрированного раствора сернокислой меди (медного купороса).
3. Следующим действием является подсоединение к алюминиевой пластинке провода, подсоединенного к отрицательному полюсу. Подсоединять провод к пластинке можно с помощью обычного зажима.
4. Положительный заряд подается на устройство, состоящее из оголенного медного провода с диаметром от 1 до 1,5 мм, конец которого распределяется между щетинами зубной щетки.
Во время работы этот конец провода не должен касаться поверхности алюминиевой пластины.

5. Обмакнув щетину в раствор медного купороса, начинают водить щеткой в подготовленном для покрытия медью месте. При этом не нужно допускать замыкания цепи, прикасаясь к поверхности алюминиевой пластины концом медного провода.
6. Омеднение поверхности сразу становится визуально заметно. Чтобы слой был качественным, с окончанием процесса не нужно торопиться.
7. После завершения работы слой меди нужно выровнять дополнительной очисткой, удалив остатки медного купороса и протерев поверхность спиртом.
Гальванопластика в домашних условиях
Гальванопластикой называют процесс электрохимического воздействия на изделие с целью придания ему необходимой формы осаждаемым на поверхности металлом.

Обычно эту технологию используют для покрытия металлом неметаллических изделий. Широко применяют ее в ювелирной области и дизайне бытовых предметов.
Покрытие рабочего изделия должно обладать электропроводящими свойствами. При отсутствии такого слоя сначала предмет покрывают графитом или бронзой.
Основными металлами, используемыми для гальванопластики, являются медь, никель, серебро и хром. Также используют металлизацию поверхностей сплавами из стали.
Гальванопластика в домашних условиях особенно популярна среди мастеров. Чтобы создать нужную форму, с копии делается ее слепок. Для этого используют легко плавящийся металл, графит и гипс.
Видео:
После изготовления формы предмет подвергают покрытию металлом с использованием электролита.
(1 раз, оценка: 5,00 из 5) Загрузка...plavitmetall.ru
Никелирование в домашних условиях | Строительный портал
Никель широко применяется в машиностроении и приборостроении, а также в разных отраслях. В пищевой промышленности никель заменяет оловянные покрытия, а в области оптики он распространился благодаря процедуре чёрного никелирования металла. Никелем покрывают детали, изготовленные из цветных металлов и стали, для повышения сопротивления изделий механическому износу и защиты от коррозии. Присутствие фосфора в никеле делает пленку по твердости близкой к пленке хрома!
Содержание:
Процедура никелирования
Никелирование представляет собой нанесение на поверхность детали никелевого покрытия, которое обычно имеет толщину от 1 до 50 мкм. Покрытия никелем бывают блестящими или матовыми черными, но не зависимо от этого, обеспечивают надежную защиту металлу в агрессивных средах (кислоты, щелочи) и в условиях повышенной температуры.
Перед процессом никелирования изделие должно быть подготовлено. Его обрабатывают наждачной бумагой для удаления оксидной пленки, протирают щеткой, промывают водой, обезжиривают в горячем содовом растворе и промывают еще раз. Никелевые покрытия способны с течением времени терять свой первичный блеск, поэтому зачастую покрывают слой никеля более устойчивым слоем хрома.
Никель, который нанесен непосредственно на сталь, является катодным покрытием и защищает материал исключительно механическим путем. Несплошность защитного покрытия способствует возникновению коррозионных пар, в которых растворимым электродом выступает именно сталь. В результате этого под покрытием образуется коррозия, разрушающая стальную подложку и провоцирующая отслаивание никелевого покрытия. Для предупреждения этого металл всегда нужно покрывать толстым слоем никеля.

Никелевые покрытия можно наносить на железо, медь, их сплавы, а также на вольфрам, титан и прочие металлы. Нельзя покрывать с помощью химического никелирования такие металлы, как свинец, кадмий, олово, свинец, сурьму и висмут. При никелировании стальных изделий принято наносить подслой меди.
Покрытия никелем используют в разных отраслях промышленности для специальных, защитно-декоративных целей, а также в качестве подслоя. Технологию никелирования используют для восстановления изношенных автозапчастей и деталей машин, покрытия химической аппаратуры, медицинского инструмента, измерительных инструментов, предметов домашнего обихода, деталей, что эксплуатируются с небольшими нагрузками в условии сухого трения или воздействия крепких щелочей.
Виды никелирования
Практике известны две разновидности никелирования - электролитическое и химическое. Последний способ является несколько дороже электролитического, однако способен обеспечить возможность создания равномерного по качеству и толщине покрытия на любых участках поверхности, если выполнено условие доступа к ним раствора.
Электролитическое никелирование
Электролитические покрытия характеризуются некоторой пористостью, зависящей от тщательности подготовки основы и толщины защитного покрытия. Для организации качественной защиты от коррозии требуется полное отсутствие пор, для этого принято предварительно производить меднение детали из металла или наносить многослойное покрытие, что является надежнее однослойного даже при равной толщине.
Для этого нужно приготовить электролит. Возьмите 30 грамм сульфата никеля, 3,5 грамма хлорида никеля и 3 грамма борной кислоты на 100 миллилитров воды, данный электролит налейте в емкость. Для никелирования стали или меди требуются никелевые аноды, которые следует опустить в электролит.

Между никелевыми электродами следует подвесить на проволочке деталь. Проволочки, идущие от никелевых пластинок, необходимо соединить вместе. Детали подключают к отрицательному полюсу источнику тока, а проволочки - к положительному. Затем нужно включить реостат в цепь для регулировки тока и миллиамперметр. Выберите источник постоянного тока, который имеет напряжение не больше 6 В.
Ток необходимо включать приблизительно на двадцать минут. Затем деталь нужно вынуть, промыть и просушить. Изделие покрыто матовым слоем никеля сероватого цвета. Чтобы защитное покрытие приобрело блеск, его необходимо отполировать. Однако при работе помните о существенных недостатках электролитического никелирования в домашних условиях — неравномерности осаждения на рельефной поверхности никеля и невозможности покрытия глубоких и узких отверстий, а также полостей.
Химическое никелирование
Помимо электролитического способа можно использовать еще один, весьма несложный способ для покрытия железа или полированной стали тонким, но прочным слоем никеля. Принято брать 10-процентный раствор хлористого цинка и постепенно добавлять к раствору сернокислого никеля до тех пор, пока жидкость не станет ярко-зеленой. После этого жидкость нужно нагреть до кипения, лучше для этого использовать фарфоровый сосуд.
При этом появляется характерная муть, однако на процесс никелирования деталей она никакого влияния не оказывает. Когда вы доведете жидкость до кипения, следует в неё опустить предмет, который подлежит никелированию. Предварительно очистите деталь и обезжирьте. Изделие должно кипеть в растворе близко часа, время от времени добавляйте дистиллированную воду по мере ее выпаривания.
Если вы заметите во время кипения, что жидкость поменяла цвет из ярко-зеленого на слабо-зеленый, то нужно добавить немного сернокислого никеля для получения первоначального окраса. По истечении указанного времени достаньте изделие из раствора, промойте в воде, в которой распущено немного мела, и тщательно просушите. Сталь или полированное железо, покрытое подобным способом никелирования, это защитное покрытие держит весьма прочно.
В основе процедуры химического никелирования находится реакция восстановления никеля из водного раствора его солей при помощи гипофосфита натрия и прочих химических реактивов. Растворы, которые применяются для химического никелирования, бывают кислыми с уровнем рН 4-6,5 и щелочными с показателем рН выше 6,5.

Кислые растворы целесообразно использовать для покрытия черных металлов, латуни и меди. Щелочные предназначены для нержавеющих сталей. Кислый раствор по сравнению с щелочным дает на полированной детали более гладкую поверхность. Еще одной немаловажной особенностью кислых растворов считается меньшая вероятность саморазряда при превышении порога рабочей температуры. Щелочные растворы гарантируют более надежное сцепление пленки никеля с основным металлом.
Все водные растворы для никелирования своими руками являются универсальными, то есть пригодными для всех металлов. Для химического никелирования берут дистиллированную воду, однако вы можете использовать и конденсат из бытового холодильника. Химические реактивы подойдут чистые – с обозначением на этикетке «Ч».
Последовательность изготовления раствора такова. Все химические реактивы, за исключением гипофосфита натрия, нужно растворить в воде, используя эмалированную посуду. Потом разогрейте раствор до рабочей температуры, растворите гипофосфит натрия и поместите детали в раствор. С помощью одного литра раствора можно отникелировать детали, которые имеют площадь их поверхности до 2 дм2.
Черные покрытия
Никелевые покрытия черного цвета применяются со специальной и декоративной целью. Их защитные свойства являются очень низкими, поэтому их принято наносить на подслой из обычного никеля, цинка или кадмия. Стальные изделия нужно предварительно оцинковать, а медь и латунь — никелировать.
Черное никелевое покрытие является твердым, но хрупким, особенно при значительной толщине. В практике останавливаются на значении толщины в 2 мкм. Никелевая ванна для нанесения подобных покрытий, как правило, содержит большое количество роданида и цинка. В покрытии присутствует близко половины никеля, а остальные 50% составляют сера, азот, цинк и углерод.

Ванны черного никелирования алюминия или стали принято готовить, растворяя в теплой воде все составляющие и фильтруя с помощью фильтровальной бумаги. Если при растворении борной кислоты возникают трудности, то ее отдельно растворяют в воде, что нагрета до 70 градусов по Цельсию. Получение глубокого черного цвета зависит от правильного выбора значения плотности тока.
Ванны никелирования
В мастерских широко применяется ванна, которая состоит из 3 основных компонентов: борной кислоты, сульфата и хлорида. Сульфат никеля является источником ионов никеля. Хлорид значительно влияет на работу анодов из никеля, его концентрация в ванне точно не нормируется. В безхлоридных ваннах совершается сильное пассивирование никеля, после чего содержание в ванне никеля уменьшается, а результатом является снижение выхода по току и падение качества покрытий.
Аноды в присутствии хлоридов растворяются в достаточном количестве для нормального протекания процесса никелирования меди или алюминия. Хлориды увеличивают проводимость ванны и её функционирование при загрязнениях цинком. Борная кислота помогает поддерживать рН на определенном уровне. Эффективность подобного действия зависит в большой степени от концентрации борной кислоты.

В качестве хлорида можно использовать хлорид натрия, цинка или магния. Повсеместно применяются сульфатные ванны Уоттса, которые содержат в качестве добавки электропроводные соли, которые повышают электропроводность ванн и улучшают внешний вид защитных покрытий. Наиболее применяем среди этих солей сульфат магния (близко 30 грамм на литр).
Сульфат никеля принято чаще всего вводить в концентрации порядка 250—350 грамм на литр. В последнее время наметились тенденции к ограничению сульфата никеля - меньше 200 г/л, что помогает заметно снизить потери раствора.

Концентрация борной кислоты составляет 25—40 грамм на литр. Ниже 25 г/л увеличиваются тенденции к быстрому защелачиванию ванны. А превышение допустимого уровня считается неблагоприятным из-за возможной кристаллизации борной кислоты и оседания кристаллов на стенках никелевой ванны и анодах.
Никелевая ванна работает в разном диапазоне температур. Однако технология никелирования в домашних условиях редко применяется при комнатной температуре. От покрытий, которые нанесены в холодных ваннах, часто отслаивается никель, поэтому ванну необходимо нагревать хотя бы до 30 градусов по Цельсию. Плотность тока выбирают экспериментально, чтобы не происходил прижог покрытий.
Натриевая ванна надежно работает в широком диапазоне рН. Раньше поддерживали рН на уровне 5,4—5,8, мотивируя меньшей агрессивностью и высшими кроющими способностями ванны. Однако высокие значения рН провоцируют значительный рост напряжений в никелевом покрытии. Поэтому в большинстве ванн рН составляет 3,5—4,5.
Тонкости никелирования
Сцепление пленки никеля с металлом является сравнительно низким. Данную проблему можно решить с помощью термической обработки пленок никеля. Процедура низкотемпературной диффузии состоит в нагреве отникелированных изделий до температуры 400 градусов по Цельсию и выдержке деталей на протяжении одного часа при этой температуре.
Но помните, что если детали, которые покрыты никелем, были закалены (рыболовные крючки, ножи и пружины), то при температуре 400 градусов они могут отпуститься, теряя твердость - их основное качество. Поэтому низкотемпературную диффузию в подобной ситуации проводят при температуре близко 270-300 градусов с выдержкой до 3 часов. Подобная термообработка способна повышать и твердость покрытия никелем.

Современные ванны никеля требуют специального оборудования для никелирования и перемешивания водного раствора для интенсификации процедуры никелирования и уменьшения риска питтинга – возникновения небольших углублений в покрытии. Перемешивание ванны за собой влечет необходимость создания непрерывной фильтрации для устранения загрязнений.
Перемешивание при помощи подвижной катодной штанги не является настолько эффективным, как использование для этой цели сжатого воздуха, и помимо всего прочего, требует наличия специального ингредиента, который исключает пенообразование.
Снятие никелевого покрытия
Никелевые покрытия на стали принято удалять в ваннах с разбавленной серной кислотой. Добавьте к 20 литрам холодной воды порциями 30 литров концентрированной серной кислоты при постоянном перемешивании. Контролируйте, чтобы температура не превышала 60 градусов по Цельсию. После охлаждения до комнатной температуры ванны ее плотность должна достигать 1,63.
С целью уменьшения риска затравливания материала, из которого выполнена подложка, добавляют в ванну глицерин в количестве 50 грамм на литр. Ванны принято изготовлять из винипласта. Изделия навешивают на средней штанге, которая соединена с плюсом источника тока. Штанги, на которых закреплены свинцовые листы, соединяются с минусом источника тока.
Следите, чтобы температура ванны не превышала 30 градусов, так как горячий раствор на подложку действует агрессивно. Плотность тока должна составлять 4 А/дм2, но допускается изменение напряжения в пределах 5—6 Вольт.
Добавьте через определенное время концентрированную серную кислоту, чтобы поддержать плотность, равной 1,63. Для предупреждения разбавления ванны погружайте изделия в ванну после проведения их предварительной сушки. Контроль процесса особого труда не представляет, потому что плотность тока в момент удаления никеля резко падает.
Таким образом, никелирование является самым популярным гальванотехническим процессом. Покрытие никеля отличается твердостью, большой коррозионной стойкостью, сносной ценой никелирования, хорошими отражательными способностями и удельным электрическим сопротивлением.
strport.ru
Никелирование в домашних условиях – получение красивых и надежных покрытий
Покрывая никелем детали из цветных металлов и стали, повышают их сопротивление воздействию коррозионных процессов и механического износа. Никелирование в домашних условиях доступно каждому и характеризуется несложной технологией.
Никелирование заключается в нанесении на поверхность обрабатываемого изделия тонкого никелевого покрытия, толщина которого, как правило, составляет 1–50 мкм. Этой операции детали подвергают с целью их защиты или для получения характерного (матово-черного или блестящего) внешнего вида никелируемой поверхности. Покрытие, независимо от оттенка, надежно предохраняет металлические предметы от коррозии на открытом воздухе, в растворах солей, щелочей, слабых органических кислот.
Как правило, никелируют детали, изготовленные из стали или таких металлов и сплавов из них, как медь, алюминий, цинк, реже – титан, марганец, молибден, вольфрам. Нельзя обрабатывать химическим никелированием поверхности изделий из свинца, олова, кадмия, висмута, сурьмы. Никелевые покрытия используют в различных промышленных отраслях для защитно-декоративных и специальных целей или в качестве подслоя.
Эту технологию применяют при восстановлении поверхности изношенных деталей различных механизмов и автомобилей, покрытия измерительного и медицинского инструментов, предметов и изделий домашнего обихода, химической аппаратуры, деталей, эксплуатируемых под незначительными нагрузками в условиях воздействия крепких растворов щелочей или сухого трения. Существует 2 метода нанесения покрытий из никеля – электролитический и химический.
Второй несколько дороже, чем первый, однако позволяет получать равномерное по толщине и качеству покрытие на всей поверхности детали, при условии, если обеспечен доступ раствора ко всем ее участкам. Никелирование в домашних условиях является вполне осуществимой задачей. Перед началом работ изделие тщательно очищают от загрязнений и ржавчины (если есть), обрабатывают мелкой наждачной бумагой, чтобы снять оксидную пленку, промывают водой, затем обезжиривают и еще раз промывают.
Перед никелированием стали желательно выполнять меднение изделия (покрывать подслоем меди). Эта технология используется в промышленности, как отдельный процесс, а также как подготовительный перед серебрением, хромированием, никелированием. Меднение, предваряющее нанесение других слоев, позволяет выровнять дефекты поверхности и обеспечивает надежность и долговечность внешнего защитного покрытия. Медь держится на стали очень прочно, а другие металлы осаждаются на нее гораздо лучше, чем на чистую сталь. Помимо этого, никелевые покрытия не сплошные и на 1 см2 имеют сквозные (до металла подложки) поры:
- несколько десятков – для однослойных покрытий никелем;
- несколько – для трехслойных.

В результате этого коррозионным процессам подвергается металл подложки, находящийся под никелем, при этом возникают условия, провоцирующие отслаивание защитного покрытия. Поэтому, даже при предварительном омеднении, многослойном никелировании, а особенно при однослойном на чистую сталь, необходима обработка поверхности защитного покрытия из никеля специальными составами, которые закрывают поры. При самостоятельной обработке в домашних условиях возможны следующие способы:
- протереть деталь с покрытием кашицеобразной смесью воды с окисью магния и сразу же погрузить ее на 1–2 минуты в 50 % состав соляной кислоты;
- протереть 2–3 раза поверхность детали легко проникающим смазочным составом;
- сразу после обработки еще не остывшее изделие погрузить в рыбий жир (невитаминизированный, лучше старый, который уже непригоден по прямому назначению).

В двух последних случаях излишки смазки (жира) удаляют с поверхности через сутки бензином. В случае обработки больших поверхностей (молдингов, бамперов автомашин) рыбий жир используют следующим образом. В жаркую погоду им протирают деталь 2 раза с промежутком в 12–14 часов, а через 2 суток удаляют излишки бензином.
Этот способ требует подготовки электролита, состав которого следующий:
- 140 г сернокислого никеля;
- 50 г сернокислого натрия;
- 30 г сернокислого магния;
- 5 г поваренной соли (хлористого натрия);
- 20 г борной кислоты;
- 1000 г воды.
Химикаты растворяют по отдельности в воде, полученные растворы фильтруют, после чего смешивают. Готовый электролит наливают в емкость. Для гальванического никелирования необходимы электроды из никеля (аноды), которые опускают в ванну с электролитом (одного электрода недостаточно, так как полученное покрытие будет неравномерным). Между анодами на проволочке подвешивают деталь. Медные проводники, идущие от никелевых пластин, соединяют в одну цепь и подключают к положительному выводу источника постоянного тока, провод от детали – к отрицательному.

Для управления силой тока в цепь включают сопротивление (реостат) и миллиамперметр (прибор). Напряжение источника тока должно быть не больше 6 В, плотность тока необходимо поддерживать на уровне 0,8–1,2 А/дм2 (площади поверхности изделия), температура электролита комнатная 18–25 оC. Ток подают 20–30 минут. За это время образуется никелевый слой толщиной примерно 1 мкм. Затем деталь вынимают, как следует промывают водой и просушивают. Полученное покрытие будет серовато-матового цвета. Чтобы слой никеля приобрел блеск, поверхность детали полируют.
Если нет сернокислого натрия и магния, то берут больше сернокислого никеля, доводя его количество в электролите до 250 г, а также борной кислоты – 30 г, натрия хлористого – 25 г. Никелирование в этом случае проводят при значениях плотности тока в пределах 3–5 А/дм2, раствор нагревают до 50–60 оC.

Недостатки электролитического метода:
- на рельефных, неровных поверхностях никель осаждается неравномерно;
- невозможность нанесения покрытия в глубоких и узких полостях, отверстиях и тому подобного.
Все составы для проведения химического никелирования универсальны – пригодны для обработки любых металлов. Готовят растворы, соблюдая определенную последовательность. В воде растворяют все химреактивы (исключая гипофосфит натрия). Посуда должна быть эмалированная. Затем раствор нагревают, доводя его температуру до рабочей, после чего растворяют гипофосфит натрия. Деталь завешивают в жидком составе, температуру которого поддерживают на необходимом уровне. В 1 л подготовленного раствора возможно провести никелирование изделия, площадь поверхности которого до 2 дм2.
Используют следующие составы растворов, г/л:
- Натрий янтарно-кислый – 15, никель хлористый – 25, натрия гипофосфит – 30 (кислотность раствора pH – 5,5). Рабочая температура смеси – 90–92 °С, скорость наращивания покрытия – 18–25 мкм/ч.
- Никель сернокислый – 25, натрий янтарно-кислый – 15, натрия гипофосфит – 30 (pH – 4,5). Температура – 90 °С, скорость – 15–20 мкм/ч.
- Никель хлористый – 30, кислота гликолевая – 39, натрия гипофосфит – 10 (рН – 4,2). 85–89 °С, 15–20 мкм/ч.
- Никель сернокислый – 21, натрий уксуснокислый – 10, свинца сульфид – 20, натрия гипофосфит – 24 (pH – 5). 90 °С, до 90 мкм/ч.
- Никель хлористый – 21, натрий уксуснокислый – 10, натрия гипофосфит – 24 (pH – 5,2). 97 °С, до 60 мкм/ч.
- Никель хлористый – 30, кислота уксусная – 15, свинца сульфид – 10–15, натрия гипофосфит – 15 (pH – 4,5). 85–87 °С, 12–15 мкм/ч.
- Никель хлористый – 30, аммоний хлористый – 30, натрий янтарно-кислый – 100, аммиак (25 % раствор) – 35, натрия гипофосфит – 25 (pH – 8–8,5). 90 °С, 8–12 мкм/ч.
- Никель хлористый – 45, аммоний хлористый – 45, натрий лимоннокислый – 45, натрия гипофосфит – 20 (pH – 8,5). 90°С, 18–20 мкм/ч.
- Никель сернокислый – 30, аммоний сернокислый – 30, натрия гипофосфит – 10 (pH – 8,2–8,5). 85 °С, 15–18 мкм/ч.
- Никель хлористый – 45, аммоний хлористый – 45, натрий уксуснокислый – 45, натрия гипофосфит – 20 (pH – 8–9). 88–90 °С, 18–20 мкм/ч.
По истечении нужного времени изделие промывают в воде, содержащей небольшое количество распущенного мела, затем просушивают и полируют. Полученное таким способом покрытие сталь и железо держат достаточно прочно.
В основе химического процесса никелирования лежит реакция, при которой никель восстанавливается из раствора солей на его основе в присутствии гипофосфита натрия и при помощи остальных химических реактивов. Применяемые составы делят на щелочные (уровень pH превышает 6,5) и кислые (показатель рН составляет 4–6,5). Последние лучше использовать для обработки черных металлов, меди, латуни, а щелочные предназначены для никелирования нержавеющих сталей.
Использование кислых составов позволяет получать на полированном изделии более гладкую, равномерную поверхность, чем с помощью щелочных. У кислых растворов есть и другая немаловажная особенность – вероятность их саморазряда при превышении значений рабочей температуры меньше, чем у щелочных. Никелирование, своими руками выполненное, с использованием щелочных составов гарантирует более прочное и надежное сцепление слоя никеля с металлом, на который произведено его нанесение.
tutmet.ru