Ремонт авто полуавтоматом
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
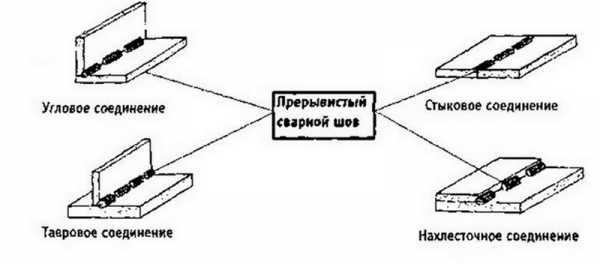
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.

Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.

Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка...
Вконтакте
Одноклассники
Google+
Как правильно варить полуавтоматом машину видео
Сварка кузова автомобиля своими руками
Всем хорошо известно — кузов главный элемент каждого автомобиля, требующий тщательного специального ухода, своевременной диагностики и ремонта. Сварка один из его видов. Многие автолюбители делают такой ремонт в своем гараже самостоятельно. Сварка кузова автомобиля своими руками возможна при наличии специального оборудования.
Сварочный аппарат для ремонта
Неискушенный автолюбитель, который ни разу не сталкивался со сварочными работами, может предположить, что для сварки кузова авто подойдет простой сварочный аппарат, работающий на переменном токе. Это не так. Таким аппаратом нельзя добиться качественного шва на автомобильном кузове. Весьма проблематично подобраться к некоторым его местам с электродом. Сварочным аппаратом переменного тока хорошо приваривать железо толщиной больше 6 мм.
Толщина металла кузова автомобиля 0,8-1 мм, чтобы качественно производить на нем сварочные работы, а не прожигать насквозь, вам понадобится углекислотный автомат. Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа.
Углекислотный полуавтомат — самый популярный сварочный аппарат, который применяют в автосервисах и гаражах при ремонте кузовов автомобилей самостоятельно. На полуавтомате можно производить сварочные работы на стальном листе толщиной от 0,8 до 6 мм. Шов сварки получается эстетичным и качественным. Стоит отметить, что напряжение металла в зоне, расположенной около шва, исключается.
Если углекислый газ в полуавтомате заменить на аргон, то появится возможность производить сварочные работы с цветными металлами.
Углекислотный полуавтомат — самый подходящий сварочный аппарат для кузовных работ своими руками.
Готовим кузовной металл
Ремонт кузова, как и любую работу, начинают с подготовки. Проблемные места кузова и детали, на которых будете производить сварочные работы, тщательно очищаете от грязи, ржавчины, краски, масла и других загрязнений.
Достоинства полуавтоматической сварки заключаются в автоматической подаче плавящейся проволоки, которая служит электродом высокой скорости сваривания тонких металлических листов. Сварной шов, полученный после сварки углекислотным полуавтоматом, отличается повышенным внешним и механическим качеством. При выполнении работ снижается деформация металла и расход материалов.
Сварка кузова автомобиля своими руками может выполняться сплошным и прерывистым швом. Это зависит от доступности деталей, их конструктивного назначения в кузове, толщины.
Прерывистый шов на тонколистовом металле можете применять, если между соединяемыми элементами существует большой зазор. Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом.
Для уменьшения передачи тепла металлическим листам кузова ток и сварочную проволоку подавайте периодически. Время работы сварки и паузы зависит от толщины деталей и величины зазора между свариваемыми элементами. Сварочная ванна охлаждается за время перерыва, тем самым устраняется возможность прожога деталей.
Как варить

Перед началом сварочных работ надо проверить электрическую сеть в гараже. Вы должны быть уверенными, что она выдержит нагрузку углекислотного сварочного полуавтомата. Если все в порядке, вы можете начинать подготовку к сварочным работам.
Произведите зарядку полуавтомата сварочной проволокой. Со сварочной горелки снимаете газовое сопло, ключом отвинчиваете ее медный наконечник, устанавливаете нужную полярность тока, для этого отведите в сторону прижимной ролик со сварочной проволокой.
Если вы проводите сварочные работы с помощью флюсовой проволоки, минус устанавливаете на горелке, а на зажиме плюс. При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме.
Заводите 10-20 см проволоки в подающий канал и устанавливаете прижимной ролик на место, старайтесь, чтобы проволока при выполнении этих манипуляций, не осыпалась. Проволока должна находиться в ложбинке на ведущем ролике.
Выполнив все эти подготовительные действия, подключаете углекислотный полуавтомат к сети, нажмите клавишу. Она расположена на ручке горелки. Первой включится подача газа, а затем тока и сварочной проволоки. Подберите требуемый медный наконечник, наденьте его на проволоку, установите газовое сопло.
При кузовных сварочных работах проваривают все его части, исключение — передняя часть, так как выпадающая на нее нагрузка минимальна. Пол кузова провариваете с обеих сторон, затем швы обрабатываете специальным грунтом. Капот и крылья не проваривают.
Имея углекислотный аппарат и желание провести сварные работы на своем автомобиле, смело приступайте к ним, старайтесь использовать советы, которые узнали в статье.
Варить алюминий сложно, но научиться можно
Алюминий имеет множество достоинств и один серьезный недостаток – его трудно варить.Самый оптимальный метод – сварка алюминия аргоном.
Термическая обработка алюминиевых поверхностей в инертной среде
Сварка алюминия это высший пилотаж
Сложность для термообработки алюминия объясняется его особенностями:
- Сам металл правится при температуре 660°C, а пленка его окислов – при 2044°C;
- Пленка окислов есть всегда, поскольку алюминий – один из самых химически активных металлов;
- У алюминия высокий коэффициент линейного расширения. Из-за этого металл сильно усаживается, шов деформируется.
Термическая обработка металла в инертном газе, принцип
Термин «дуговая» («электродуговая») сварка означает, что термическая обработка осуществляется посредством электрической дуги. Дуга возникает между двумя электродами. Первый электрод – рабочий элемент сварочного аппарата (собственно стержень, которым варят), второй – поверхность металла, которую вы обрабатываете. Металл плавится, образуется «сварочная ванна». Как это выглядит, можно посмотреть на видео – красивое зрелище. Чтобы металл не горел и не окислялся, вступая во взаимодействие с кислородом воздуха, в зону обработки из аппарата подается инертный газ – аргон, гелий или их смесь. Получается аргонная прослойка, сварочная ванна оказывается закрыта от атмосферного кислорода химически инертным защитным слоем – аргоном. Отсюда еще одно название – аргонодуговая.
При этом можно использовать электрод либо только как источник тепла (неплавящийся стержень, неметаллический либо из тугоплавкого металла), либо еще и в качестве присадочного материала (плавящийся стержень, металлическая проволока). Первая технология называется TIG (tungsten inert gas, ручная дуговая сварка, используется вольфрамовый электрод), вторая – MIG/MAG (Metal Inert Gas / Metal Active Gas), полуавтоматическая сварка. Полуавтоматическая – потому что электрод (он же присадочная проволока) подается из аппарата автоматически, то есть, не все процессы осуществляются вручную (имеет смысл посмотреть работу полуавтомата на видео).
Дуговая сварка алюминия может осуществляться как вольфрамовым электродом, так и плавящимся (алюминиевой проволокой). В первом случае присадочная проволока из алюминия подбирается отдельно.
Технология MIG/MAG существенно проще в исполнении, ей после некоторой тренировки может овладеть новичок. И скорость работы получается гораздо выше. Но лучшее качество шва обеспечивает аргонодуговая сварка алюминия методом TIG.
Оборудование
- Аппараты для аргонно-дуговой сварки.
- Сварочные аппараты полуавтоматические инверторные.
При выборе аппарата нужно обращать внимание на характер подачи тока. Аппарат TIG для аргонно-дуговой сварки должен иметь пометку AC (это значит, что он работает на переменном токе) или AC+DC (переменный и постоянный). Во втором случае оборудование можно будет использовать для любого металла, но стоит оно дорого.
Варить по методу TIG постоянным током нельзя.
Прочный и красивый шов это визитка сварщика
Для присадки берется проволока из алюминия АК, АО, АД если нужно варить чистый алюминий. Для сплавов подбираются проволоки в зависимости от состава сплава.
Полуавтомат MIG для аргонно-дуговой сварки имеет пометку DC. Сварка происходит постоянным током с обратной полярностью.
Сила тока зависит от диаметра электрода:
Чистый алюминий варят электродом из алюминия АД1 и АВ2Т, сплавы – проволокой Св.АКЗ и Св.АК10.
Еще одна особенность алюминия – высокая тепло- и электропроводность. Поэтому сварочный ток должен быть большим, гораздо выше, чем для стали.
Толщина электрода тем меньше, чем меньше толщина свариваемого металла. Работать с аппаратурой TIG в принципе сложнее, чем с полуавтоматами, поэтому если речь идет о листах тоньше 4 мм и совсем тонком электроде, лучше воспользоваться полуавтоматом. Чтобы освоиться с ним, нужно посмотреть видео.
Рабочий процесс
- Перед обработкой поверхность нужно очистить стальной щеткой от грязи и обезжирить ацетоном, бензином или еще каким-нибудь растворителем.
- Если толщина листа больше 4 мм, нужно провести разделку кромок (сделать отбортовку). Дуговая сварка тонких листов может производиться без разделки кромок. Очистить на кромках оксидную пленку (подойдет напильник, металлическая щетка с тонким ворсом, напильник).
- Во избежание прожогов (в первую очередь это касается тонких листов) под алюминий нужно помещать медную или стальную подложку.
- Аргонно-дуговая сварка TIG проводится короткой дугой (до 2,5 мм). Угол между электродом и листом – 70-80 градусов, между электродом и проволокой – 90. Проволока движется впереди электрода (этот процесс показан в обучающих видео).
- Аргонно-дуговая сварка MIG проводится с предварительным нагревом при толщине листа до 9 мм – до 250°С, свыше 9 – до 350.
- Варить следует в вертикальном или нижнем положении, дуга должна быть как можно короче, без поперечных штрихов (смотрите видео).
Сразу по окончании шлак нужно смыть горячей водой с помощью стальных щеток.
Какой сваркой варить кузов.
Самый распространённый аппарат, который можно встретить в нашей стране, сваривает при помощи электродов. Работать с ним просто и достаточно быстро. Однако шов получается весьма грубым, поэтому корпус автомобиля им варить не стоит. А в остальные места легкового автомобиля с таким устройством пролезть достаточно сложно, не говоря уже о том, чтобы обеспечить требования техники безопасности работ. А вот сварить лопнувшую автомобильную раму или оторвавшийся крюк с его помощью можно.
Сварка кузова инвертором очень быстрая и удобная, а швы получаются незаметные и прочные. Сам аппарат весит немного, а параметры сварки легко регулируются для различных условий работы. Однако варить толстый металл подобным устройством не получится, поэтому инвертор применяют в основном для сваривания корпуса автомобиля.
Самым же универсальным сварочным аппаратом является так называемый углекислотный полуавтомат. Сварка кузова полуавтоматом берет и достаточно тонкий (от 0,8 мм), и толстый (до 6 мм) металл. Поэтому он может использоваться вместо обоих вышеописанных аппаратов, тогда как заменить его ни один из них по отдельности не сможет. К тому же научиться работать с полуавтоматом проще, чем варить с электродами, а цена его меньше, чем у инвертора.
Сварка кузова полуавтоматом
Именно ему отдают предпочтение, решая, какой сваркой варить кузов. Таким способом можно восстановить любой элемент машины, приварить заплаты и новые детали.
При сварке таким аппаратом весь процесс протекает в углекислотной среде. За счёт этого в зону сварки не попадает кислород, то есть не происходит окисление металла, и он не сгорает (как это происходит при электродной сварке). Поэтому металла сохраняется больше, а вредных примесей в воздух выбрасывается меньше.
Недостатком полуавтомата можно назвать только его стационарность, так как баллон весит довольно много, и выполнять сварку придётся только в определённом месте. Хотя для ремонта автомобиля это не страшно – ведь, скорее всего, вы будете варить его в гараже. Или вообще обратитесь в сервис – и этот вариант будет самым лучшим. Так не придётся тратить время, да и на аппарате вы сэкономите, и о правилах безопасности (а они при обращении с газом, находящимся под давлением, очень серьёзные) задумываться не будете.
Сварка кузова инвертором
Сварка инвертором производится при помощи токов высокой частоты (до 2000 Гц). Его преимущества по сравнению с другими типами аппаратов в компактности и высокой скорости работы. А ещё у него есть множество режимов работы, часть из которых может легко освоить даже начинающий сварщик. Из недостатков можно выделить немаленькую цену и сложность в сварке деталей толщиной более 3 мм. Кроме того, пыль на поверхности свариваемого металла может вызвать поломку аппарата.
Похожие записи:
Источники: http://auto-wiki.ru/svarka-kuzova-avtomobilya-svoimi-rukami/, http://zavarimne.ru/oborudovanie/varit-alyuminij-slozhno-no-nauchitsya-mozhno/, http://www.poiskavtouslug.ru/tehnicheskoe-obsluzhivanie/kakoi-svarkoi-varit-kuzov.html
Комментариев пока нет!kakpravilno-budet.ru
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Хороший сварочный полуавтомат — это нужный инструмент для работ в гараже. Занимаетесь ли вы кузовными работами, латаете глушитель или чините раму — без сварки не обойтись. Именно поэтому многие автолюбители задают вопрос: «какой сварочный полуавтомат лучше купить для гаража?». Ответ на этот и многие другие вопросы о сварке полуавтоматом вы найдете в этой статье.

Выбор сварочного полуавтомата для гаража
При выборе сварочного полуавтомата необходимо ответить на несколько вопросов:
- Какова максимальная и минимальная толщина металла, который вы собираетесь варить? При ремонте автомобиля этот диапазон не велик. Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
- Какой металл вы собираетесь варить? Автомобили, чаще всего, сделаны из стальных деталей. Очень редко используется алюминий.
- Есть ли у вас в гараже розетка 220 вольт?
Принцип работы сварочного полуавтомата
Сварочный полуавтомат состоит из трансформатора, горелки, катушки с проволочным электродом и баллона с защитным газом. Проволочный электрод подается по кабелю и выходит из горелки. При нажатии на кнопку на горелке на электрод подается напряжение, электрод продвигается вперед и подается защитный газ. Защитный газ представляет из себя смесь углекислого газа (75%) и аргона (25%). Защитный газ экранирует расплавленный металл от вредного воздействия воздуха.

Метод сварки проволочным электродом с использованием защитного газа имеет несколько преимуществ:
- Это один из самых простых для освоения методов сварки. Научиться варить полуавтоматом можно за несколько часов практики.
- Этим методом можно варить большинство часто используемых металлов, включая алюминий и нержавеющую сталь.
- Данным методом можно варить как тонкий металл, так и листы толщиной до 6,25 мм.
- Данный метод позволяет варить над головой
- Это достаточно быстрый метод сварки
Методом сварки проволочным электродом можно варить и без защитного газа. Для сварки без газа используют проволочный электрод с особым наполнителем — порошковый проволочный электрод. Среди недостатков сварки с использованием порошковой проволоки отмечают плохую видимость рабочей области — процесс сварки сложно контролировать.

Продолжительность включения
Перед покупкой сварочного полуавтомата необходимо разобраться с понятием продолжительность включения (ПВ). Все дело в том, что в процессе работы сварочный аппарат сильно нагревается и процесс сварки разбивается на периоды работы и отдыха. Время непрерывной работы сварочного аппарата с максимальной рабочей силой тока выражают в процентах от 10 минут. То есть, если ПВ сварочного аппарата составляет 50%, то это означает, что аппарат может работать в течении 5 минут (с максимальной нагрузкой), после чего ему необходимо 5 минут, чтобы остыть. Следует иметь в виду, что ПВ указывается для режима работы с полной нагрузкой.
При ремонте автомобиля процесс сварки состоит из коротких процедур и чаще всего не на полной мощности сварочного аппарата. Поэтому, для использования в гараже будет достаточно ПВ 40%.
Какой сварочный аппарат лучше для сварки авто
1. Aurora OVERMAN 180

Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-175 А
Рабочее напряжение: 16-22,5 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 21800 — 22500
Подробные характеристики Aurora OVERMAN 180
2. Ресанта САИПА-135
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 20-110 А
Рабочее напряжение: 17-23 В
ПВ: 70%
Напряжение на входе: 220 В
Степень защиты: IP21
Масса: 11 кг
Цена: 21800 — 14410
3. Aurora OVERMAN 160
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-160 А
Рабочее напряжение: 16-22 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 20400
Подробные характеристики Aurora OVERMAN 160
4. Сварог EASY MIG 160 N219

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 10-160 А
Рабочее напряжение: 11-26 В
ПВ: 60%
Напряжение на входе: 220 В
Класс изоляции: F
Степень защиты: IP215S
Масса: 12,5 кг
Цена: 29500
Подробные характеристики Сварог EASY MIG 160 N219
5. FUBAG INMIG 200 PLUS

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 20-170 А (MMA), 30-200 А (MIG), 15-200 A (TIG)
Рабочее напряжение: 10,6-26,8 В
ПВ: 20%
Напряжение на входе: 198-242 В
Класс изоляции: H
Степень защиты: IP21S
Масса: 15,4 кг
Цена: 35850
Подробные характеристики FUNBAG INMIG 200 PLUS
При покупке сварочного полуавтомата следует иметь в виду, что объем вложенных средств прямо пропорционален простоте использования, надежности, доступности запчастей и качеству сварки. Убедитесь, что сварочный аппарат имеет достаточный диапазон рабочей силы тока и что в продаже имеются совместимые запасные горелки, катушки и другие детали.
naobzorah.ru
Как правильно варить авто. Как правильно варить. Kak-PravilnoDelat
Сварка кузова автомобиля своими руками.
Кузов является главной составляющей любого автомобиля, требующий тщательного ухода, ремонта и своевременной проверки. Одним из видов такого ремонта является проварка кузова, которую каждый может выполнить самостоятельно.
Чем варить.
Для сварки кузова своими руками лучше всего подойдет углекислотный полуавтомат, который варит проволокой или аппарат для сварочных работ неплавящимся электродом в среде защитного газа. Однако для сварки в гаражных условиях, как правило, используется углекислотный полуавтомат. Он наиболее универсален и доступен среди всех моделей сварочных аппаратов. Углекислотный полуавтомат позволяет варить листы от 0,8 миллиметров до 5 #8212; 6 миллиметров. Благодаря такому аппарату можно приварить заплаты на любые дырки, вварить новые кузовные детали (пороги, лонжероны, выправлять вмятины, крылья), которые недоступные изнутри.
Все это возможно благодаря газу, который используется в полуавтомате, – двуокись углерода (СО2). Под давлением двуокись углерода попадает в зону сварки, вытесняя при этом обычную воздушную среду, что защищает металл от лишнего окисления. Предотвращения окисления позволит сохранить частички металла в большем объеме, и в результате последний не сгорает, а лишь только плавится.
Если вместо двуокиси углерода использовать аргон, то сварить можно даже цветные металлы – алюминий, нержавейку и другие сплавы металлов. Только при этом обязательно необходимо использовать такую же сварочную проволоку #8212; из нержавейки или алюминия.
Как варить.
Итак, сварка кузова автомобиля своими руками осуществляется следующим образом.
1. Прежде, чем подключать полуавтомат, проверьте сеть на нагрузочную способность, то есть убедитесь в том, потянет ли ваша сеть в гараже нагрузку сварочного аппарата. Только после этого можно начинать готовить сварочный аппарат.
2. «Зарядите» углекислотный полуавтомат сварочной проволокой. Для этого вам необходимо снять газовое сопло сварочной горелки, затем с помощью ключа отвинтить ее медный наконечник, после этого отвести прижимной ролик с проволокой и установить требуемую полярность сварочного тока, то есть, например, при сварке флюсовой проволокой следует установить плюс на зажиме и минус на горелке. Если же используется обычная проволока, то полярность будет обратной: минус на зажиме, а плюс на горелке.
Теперь нужно завести руками конец проволоки на 10 #8212; 20 сантиметров в падающий канал и, удерживая проволоку от осыпания, подвести прижимной ролик. При этом обязательно нужно проследить, чтобы проволока попала в канавку на ведущем ролике.
Только после всех этих процедур можно подключить аппарат к сети и нажать на клавишу на рукоятке сварочной горелки. Изначально произойдет подача газа, и только потом будет включена подача проволоки и сварочного тока. Надеваем на проволоку необходимый медный наконечник, закручиваем его и устанавливаем газовое сопло.
3.Подключите углекислый газ. Для этого необходимо установить редуктор на баллон с углекислотой и соединить шлангом полуавтомат и редуктор.
Меры предосторожности.
При работе с аппаратом обязательно необходимо использовать сварочную маску и защитную одежду, так как соблюдение техники безопасности при работе со сварочными аппаратами является обязательным. Ведь можно испортить не только детали одежды, но и нанести вред своему здоровью. Ведь при попадании сварки на тело или глаза возникает ожог.
Технология сварки.
Лучше всего проваривать нужные места кузова через каждые 5 сантиметров стежками длиной 2 сантиметра. Такая варка будет более крепкой, нежели точечная.
При сварке стежками значительно увеличивается жесткость кузова и уменьшается его деформация в процессе дальнейшей эксплуатации, особенно при сильных нагрузках.
Замечу, что в кузове проваривается все кроме передней части, так как именно на нее нагрузка является минимальной. Однако в таких транспортных средствах, где на передней подвеске делается больший упор, другими словами: в том месте, где передние «лапы» крепятся к поперечной балке надо все же проварить. Пол же можно проварить с обеих сторон, главное – не забыть обработать сварные швы специальным грунтом. Кстати передняя часть авто, то есть капот и крылья обычно не провариваются, но тщательная обработка швов поддона, задней части и стоек является обязательно.
Только после этой обработки можно собрать автомобиль и прикрутить на свои места все панели и сиденья.
Сварочные работы (видео)
Рекомендую прочитать:
Сварка кузова автомобиля своими руками
Всем хорошо известно — кузов главный элемент каждого автомобиля, требующий тщательного специального ухода, своевременной диагностики и ремонта. Сварка один из его видов. Многие автолюбители делают такой ремонт в своем гараже самостоятельно. Сварка кузова автомобиля своими руками возможна при наличии специального оборудования.
Сварочный аппарат для ремонта
Неискушенный автолюбитель, который ни разу не сталкивался со сварочными работами, может предположить, что для сварки кузова авто подойдет простой сварочный аппарат, работающий на переменном токе. Это не так. Таким аппаратом нельзя добиться качественного шва на автомобильном кузове. Весьма проблематично подобраться к некоторым его местам с электродом. Сварочным аппаратом переменного тока хорошо приваривать железо толщиной больше 6 мм.
Толщина металла кузова автомобиля 0,8-1 мм, чтобы качественно производить на нем сварочные работы, а не прожигать насквозь, вам понадобится углекислотный автомат. Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа.
Углекислотный полуавтомат — самый популярный сварочный аппарат, который применяют в автосервисах и гаражах при ремонте кузовов автомобилей самостоятельно. На полуавтомате можно производить сварочные работы на стальном листе толщиной от 0,8 до 6 мм. Шов сварки получается эстетичным и качественным. Стоит отметить, что напряжение металла в зоне, расположенной около шва, исключается.
Если углекислый газ в полуавтомате заменить на аргон, то появится возможность производить сварочные работы с цветными металлами.
Углекислотный полуавтомат — самый подходящий сварочный аппарат для кузовных работ своими руками.
Готовим кузовной металл
Ремонт кузова, как и любую работу, начинают с подготовки. Проблемные места кузова и детали, на которых будете производить сварочные работы, тщательно очищаете от грязи, ржавчины, краски, масла и других загрязнений.
Достоинства полуавтоматической сварки заключаются в автоматической подаче плавящейся проволоки, которая служит электродом высокой скорости сваривания тонких металлических листов. Сварной шов, полученный после сварки углекислотным полуавтоматом, отличается повышенным внешним и механическим качеством. При выполнении работ снижается деформация металла и расход материалов.
Сварка кузова автомобиля своими руками может выполняться сплошным и прерывистым швом. Это зависит от доступности деталей, их конструктивного назначения в кузове, толщины.
Прерывистый шов на тонколистовом металле можете применять, если между соединяемыми элементами существует большой зазор. Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом.
Для уменьшения передачи тепла металлическим листам кузова ток и сварочную проволоку подавайте периодически. Время работы сварки и паузы зависит от толщины деталей и величины зазора между свариваемыми элементами. Сварочная ванна охлаждается за время перерыва, тем самым устраняется возможность прожога деталей.
Как варить
Перед началом сварочных работ надо проверить электрическую сеть в гараже. Вы должны быть уверенными, что она выдержит нагрузку углекислотного сварочного полуавтомата. Если все в порядке, вы можете начинать подготовку к сварочным работам.
Произведите зарядку полуавтомата сварочной проволокой. Со сварочной горелки снимаете газовое сопло, ключом отвинчиваете ее медный наконечник, устанавливаете нужную полярность тока, для этого отведите в сторону прижимной ролик со сварочной проволокой.
Если вы проводите сварочные работы с помощью флюсовой проволоки, минус устанавливаете на горелке, а на зажиме плюс. При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме.
Заводите 10-20 см проволоки в подающий канал и устанавливаете прижимной ролик на место, старайтесь, чтобы проволока при выполнении этих манипуляций, не осыпалась. Проволока должна находиться в ложбинке на ведущем ролике.
Выполнив все эти подготовительные действия, подключаете углекислотный полуавтомат к сети, нажмите клавишу. Она расположена на ручке горелки. Первой включится подача газа, а затем тока и сварочной проволоки. Подберите требуемый медный наконечник, наденьте его на проволоку, установите газовое сопло.
При кузовных сварочных работах проваривают все его части, исключение — передняя часть, так как выпадающая на нее нагрузка минимальна. Пол кузова провариваете с обеих сторон, затем швы обрабатываете специальным грунтом. Капот и крылья не проваривают.
Имея углекислотный аппарат и желание провести сварные работы на своем автомобиле, смело приступайте к ним, старайтесь использовать советы, которые узнали в статье.
Сварка кузова автомобиля своими руками
Кузов легкового автомобиля является его несущей частью, поэтому очень важно поддерживать его состояние в надлежащих условиях. Одним из многочисленных способов его ремонта является сварка. Выполнить сварочные работы своими руками непросто, для этого нужны специфические навыки. Тем не менее, если у вас есть углекислотный полуавтомат, варящий проволокой, задача не является невыполнимой.
Потребность в сварке авто возникает у многих автомобилистов, которые эксплуатируют своих железных коней продолжительное время. С помощью сварочного аппарата можно приварить заплатку на кузов, приварить нужный элемент кузова и даже вытянуть вмятину. Наиболее прогрессивной на сегодняшний день считается технология аргонодуговой сварки неплавящимся электродом, позволяющая кроме сварки стальных поверхностей выполнять сварку алюминиевых кузовов благодаря работе в среде инертного газа.
Что понадобится для сварки авто своими руками? Технология сварочных работ
Для самостоятельной сварки авто понадобится:- сварочный аппарат;
- баллон с углекислотой;
- проволока для сварки;
- средства защиты: маска сварщика, защитные перчатки.
Принцип работы сварочного полуавтомата следующий: двуокись углерода подается к месту сварки под давлением, вытесняя воздух и защищая металлическую поверхность от окисления. Металл при этом не сгорает, а всего лишь плавится, что позволяет свариваемым элементам надежно крепиться между собой. Технология аргонодуговой сварки отличается лишь тем, что сварка происходит в среде аргона, а не двуокиси углерода. При этом металл проволоки должен быть идентичный свариваемому металлу. Это может быть алюминий, бронза, медь и другие цветные металлы. Некоторые народные умельцы даже делают самодельную аргонодуговую сварку своими руками.
При выполнении сварочных работ должна строго соблюдаться техника безопасности. Если вы никогда не пользовались сварочным аппаратом, рекомендуем посмотреть уроки сварочных работ на видео. Также самоучитель по сварочным работам понадобится тем, кто никогда не занимался аргонодуговой сваркой своими руками.
Какие элементы кузова чаще всего нуждаются в сварочных работах?
Для большинства отечественных автомобилей срок беспроблемной эксплуатации кузова лежит в пределах 10 лет, а иномарок – до 15 лет. Различные климатические условия в разных регионах и характер езды водителя сказываются на том, что коррозия может возникать в различных местах. Тем не менее, некоторые элементы кузова больше подвержены преждевременному разрушению. Это те места, в которых скапливается влага:- пороги;
- колесные крылья;
- пол багажника, особенно углубление под запаску;
- передок;
- днище.
Способы сварки кузова автомобиля своими руками
Самый дешевый способ сварки – с помощью электродов. Однако после нее остаются очень грубые швы, поэтому для кузовных работ она фактически не используется. Кроме того, электродное сварочное оборудование очень громоздкое, что не позволит сварщику добраться до многих мест, нуждающихся в починке.
Наиболее распространена сейчас сварка кузова автомобиля полуавтоматом или, другими словами, инвертором. Инверторный полуавтомат отличается от обычного тем, что может работать при пониженных напряжениях в сети. Он несколько дороже, но надежней в работе.
Сварка производится с помощью проволоки. Полуавтомат позволяет сваривать металл толщиной 0,5-6 мм. Качество шва при сварке авто полуавтоматом получается на порядок лучше, при сварке электродами, а навыков и умений сварщика нужно меньше, поскольку не потребуется постоянно поддерживать дугу. Несмотря на это, работу сварочным полуавтоматом или инвертором для начинающих лучше предварительно посмотреть на видео.
Подготовка к самостоятельной сварке кузова автомобиля инвертором
Самое первое, чем необходимо заняться – это проверить, выдержит ли повышенную нагрузку от сварочного аппарата электрическая сеть. Для этого можно включить несколько достаточно мощных устройств (электроплитка, утюг и т.п. суммарно на 3-4 кВт) в сеть и замерять напряжение в ней. Если напряжение близкое к номинальному, можно пользоваться обычным полуавтоматом, если упало до 200-210 В – использовать можно инверторный полуавтомат, если упало еще ниже – к сожалению, от сварочных работ своими руками придется отказаться.
Итак, мы определили что электрическая сеть выдержит нагрузку. Теперь нужно провести подготовку поверхностей к сварке. Перед выполнением сварочных работ самостоятельно все проблемные места должны быть тщательно вымыты, обезжирены и зачищены от ржавчины.
Технология сварочных работ для начинающих. Видео о сварке кузова своими руками
Для соединения листов металла используется сварка сплошным или прерывистым швом. Сплошной шов используется, если соединяемые элементы кузова располагаются встык, а прерывистый – при наличии большого зазора между листами. Чтобы прерывистый шов был прочный, его следует варить стежками по 20 мм через каждые 50 мм поверхности.
Чтобы не пережечь металл, следует использовать периодическую подачу тока и проволоки. Величина периода определяется толщиной металла и размером зазора между свариваемыми поверхностями.
Сварка кузова авто своими руками, будь то ВАЗ 2109 или Toyota Camry, производится в следующей последовательности:- заряжаем полуавтомат сварочной проволокой;
- устанавливаем нужную полярность тока. Для проволоки с флюсом минус ставится на горелке, а плюс – на зажиме. Для обычной проволоки – наоборот;
- подключаем подачу углекислого газа, соединив шлангом баллон и инвертор через редуктор;
- подключаем полуавтомат к сети и нажимаем рычаг на ручке горелки. Произойдет подача газа, после чего включится подача тока и сварочной проволоки;
- на проволоку необходимо надеть подходящий медный наконечник и установить газовое сопло;
- можно начинать самостоятельную сварку кузова авто;
Для аргонодуговой сварки процесс происходит в той же последовательности, единственное – вместо баллона с углекислотой берется баллон с аргоном. Однако не помешает посмотреть обучение аргонодуговой сварке алюминия на видео.
Ремонт днища автомобиля своими руками с помощью сварки
Неординарной задачей является сварка и ремонт днища автомобиля своими руками. Необходимо понимать, что кроме ровных швов необходимо обеспечить нужный температурный режим. Если нужна заплатка на днище, то ее толщина должна быть порядка 2 мм. Слой металла должен располагаться при сварке равномерно. Если проконтролировать равномерность тяжело, лучше воспользоваться помощью товарища. После заварки заплатки ее края нужно обточить и загрунтовать.
Если днище деформируется, вмятину следует убирать киянкой. У отечественных автомобилей днище – одно из наиболее уязвимых мест, поэтому его состояние необходимо регулярно проверять, иначе понадобится замена днища на ВАЗ 2110, ВАЗ 2109, ВАЗ 2106, Ниве и т.д. Без просмотра видео этот сложный процесс выполнять самостоятельно не рекомендуется.
Источники: http://autoepoch.ru/remont-i-obsluzhivanie-avto/svarka-kuzova-avtomobilya-svoimi-rukami.html, http://auto-wiki.ru/svarka-kuzova-avtomobilya-svoimi-rukami/, http://www.mv-avto.ru/svarka-kuzova-avtomobilya-svoimi-rukami.html
Сварка кузова автомобиля своими руками.
Кузов является главной составляющей любого автомобиля, требующий тщательного ухода, ремонта и своевременной проверки. Одним из видов такого ремонта является проварка кузова, которую каждый может выполнить самостоятельно.
Чем варить.
Для сварки кузова своими руками лучше всего подойдет углекислотный полуавтомат, который варит проволокой или аппарат для сварочных работ неплавящимся электродом в среде защитного газа. Однако для сварки в гаражных условиях, как правило, используется углекислотный полуавтомат. Он наиболее универсален и доступен среди всех моделей сварочных аппаратов. Углекислотный полуавтомат позволяет варить листы от 0,8 миллиметров до 5 #8212; 6 миллиметров. Благодаря такому аппарату можно приварить заплаты на любые дырки, вварить новые кузовные детали (пороги, лонжероны, выправлять вмятины, крылья), которые недоступные изнутри.
Все это возможно благодаря газу, который используется в полуавтомате, – двуокись углерода (СО2). Под давлением двуокись углерода попадает в зону сварки, вытесняя при этом обычную воздушную среду, что защищает металл от лишнего окисления. Предотвращения окисления позволит сохранить частички металла в большем объеме, и в результате последний не сгорает, а лишь только плавится.
Если вместо двуокиси углерода использовать аргон, то сварить можно даже цветные металлы – алюминий, нержавейку и другие сплавы металлов. Только при этом обязательно необходимо использовать такую же сварочную проволоку #8212; из нержавейки или алюминия.
Как варить.
Итак, сварка кузова автомобиля своими руками осуществляется следующим образом.
1. Прежде, чем подключать полуавтомат, проверьте сеть на нагрузочную способность, то есть убедитесь в том, потянет ли ваша сеть в гараже нагрузку сварочного аппарата. Только после этого можно начинать готовить сварочный аппарат.
2. «Зарядите» углекислотный полуавтомат сварочной проволокой. Для этого вам необходимо снять газовое сопло сварочной горелки, затем с помощью ключа отвинтить ее медный наконечник, после этого отвести прижимной ролик с проволокой и установить требуемую полярность сварочного тока, то есть, например, при сварке флюсовой проволокой следует установить плюс на зажиме и минус на горелке. Если же используется обычная проволока, то полярность будет обратной: минус на зажиме, а плюс на горелке.
Теперь нужно завести руками конец проволоки на 10 #8212; 20 сантиметров в падающий канал и, удерживая проволоку от осыпания, подвести прижимной ролик. При этом обязательно нужно проследить, чтобы проволока попала в канавку на ведущем ролике.
Только после всех этих процедур можно подключить аппарат к сети и нажать на клавишу на рукоятке сварочной горелки. Изначально произойдет подача газа, и только потом будет включена подача проволоки и сварочного тока. Надеваем на проволоку необходимый медный наконечник, закручиваем его и устанавливаем газовое сопло.
3.Подключите углекислый газ. Для этого необходимо установить редуктор на баллон с углекислотой и соединить шлангом полуавтомат и редуктор.
Меры предосторожности.
При работе с аппаратом обязательно необходимо использовать сварочную маску и защитную одежду, так как соблюдение техники безопасности при работе со сварочными аппаратами является обязательным. Ведь можно испортить не только детали одежды, но и нанести вред своему здоровью. Ведь при попадании сварки на тело или глаза возникает ожог.
Технология сварки.
Лучше всего проваривать нужные места кузова через каждые 5 сантиметров стежками длиной 2 сантиметра. Такая варка будет более крепкой, нежели точечная.
При сварке стежками значительно увеличивается жесткость кузова и уменьшается его деформация в процессе дальнейшей эксплуатации, особенно при сильных нагрузках.
Замечу, что в кузове проваривается все кроме передней части, так как именно на нее нагрузка является минимальной. Однако в таких транспортных средствах, где на передней подвеске делается больший упор, другими словами: в том месте, где передние «лапы» крепятся к поперечной балке надо все же проварить. Пол же можно проварить с обеих сторон, главное – не забыть обработать сварные швы специальным грунтом. Кстати передняя часть авто, то есть капот и крылья обычно не провариваются, но тщательная обработка швов поддона, задней части и стоек является обязательно.
Только после этой обработки можно собрать автомобиль и прикрутить на свои места все панели и сиденья.
Сварочные работы (видео)
Рекомендую прочитать:
Сварка кузова автомобиля своими руками
Всем хорошо известно — кузов главный элемент каждого автомобиля, требующий тщательного специального ухода, своевременной диагностики и ремонта. Сварка один из его видов. Многие автолюбители делают такой ремонт в своем гараже самостоятельно. Сварка кузова автомобиля своими руками возможна при наличии специального оборудования.
Сварочный аппарат для ремонта
Неискушенный автолюбитель, который ни разу не сталкивался со сварочными работами, может предположить, что для сварки кузова авто подойдет простой сварочный аппарат, работающий на переменном токе. Это не так. Таким аппаратом нельзя добиться качественного шва на автомобильном кузове. Весьма проблематично подобраться к некоторым его местам с электродом. Сварочным аппаратом переменного тока хорошо приваривать железо толщиной больше 6 мм.
Толщина металла кузова автомобиля 0,8-1 мм, чтобы качественно производить на нем сварочные работы, а не прожигать насквозь, вам понадобится углекислотный автомат. Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа.
Углекислотный полуавтомат — самый популярный сварочный аппарат, который применяют в автосервисах и гаражах при ремонте кузовов автомобилей самостоятельно. На полуавтомате можно производить сварочные работы на стальном листе толщиной от 0,8 до 6 мм. Шов сварки получается эстетичным и качественным. Стоит отметить, что напряжение металла в зоне, расположенной около шва, исключается.
Если углекислый газ в полуавтомате заменить на аргон, то появится возможность производить сварочные работы с цветными металлами.
Углекислотный полуавтомат — самый подходящий сварочный аппарат для кузовных работ своими руками.
Готовим кузовной металл
Ремонт кузова, как и любую работу, начинают с подготовки. Проблемные места кузова и детали, на которых будете производить сварочные работы, тщательно очищаете от грязи, ржавчины, краски, масла и других загрязнений.
Достоинства полуавтоматической сварки заключаются в автоматической подаче плавящейся проволоки, которая служит электродом высокой скорости сваривания тонких металлических листов. Сварной шов, полученный после сварки углекислотным полуавтоматом, отличается повышенным внешним и механическим качеством. При выполнении работ снижается деформация металла и расход материалов.
Сварка кузова автомобиля своими руками может выполняться сплошным и прерывистым швом. Это зависит от доступности деталей, их конструктивного назначения в кузове, толщины.
Прерывистый шов на тонколистовом металле можете применять, если между соединяемыми элементами существует большой зазор. Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом.
Для уменьшения передачи тепла металлическим листам кузова ток и сварочную проволоку подавайте периодически. Время работы сварки и паузы зависит от толщины деталей и величины зазора между свариваемыми элементами. Сварочная ванна охлаждается за время перерыва, тем самым устраняется возможность прожога деталей.
Как варить
Перед началом сварочных работ надо проверить электрическую сеть в гараже. Вы должны быть уверенными, что она выдержит нагрузку углекислотного сварочного полуавтомата. Если все в порядке, вы можете начинать подготовку к сварочным работам.
Произведите зарядку полуавтомата сварочной проволокой. Со сварочной горелки снимаете газовое сопло, ключом отвинчиваете ее медный наконечник, устанавливаете нужную полярность тока, для этого отведите в сторону прижимной ролик со сварочной проволокой.
Если вы проводите сварочные работы с помощью флюсовой проволоки, минус устанавливаете на горелке, а на зажиме плюс. При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме.
Заводите 10-20 см проволоки в подающий канал и устанавливаете прижимной ролик на место, старайтесь, чтобы проволока при выполнении этих манипуляций, не осыпалась. Проволока должна находиться в ложбинке на ведущем ролике.
Выполнив все эти подготовительные действия, подключаете углекислотный полуавтомат к сети, нажмите клавишу. Она расположена на ручке горелки. Первой включится подача газа, а затем тока и сварочной проволоки. Подберите требуемый медный наконечник, наденьте его на проволоку, установите газовое сопло.
При кузовных сварочных работах проваривают все его части, исключение — передняя часть, так как выпадающая на нее нагрузка минимальна. Пол кузова провариваете с обеих сторон, затем швы обрабатываете специальным грунтом. Капот и крылья не проваривают.
Имея углекислотный аппарат и желание провести сварные работы на своем автомобиле, смело приступайте к ним, старайтесь использовать советы, которые узнали в статье.
Сварка кузова автомобиля своими руками
Кузов легкового автомобиля является его несущей частью, поэтому очень важно поддерживать его состояние в надлежащих условиях. Одним из многочисленных способов его ремонта является сварка. Выполнить сварочные работы своими руками непросто, для этого нужны специфические навыки. Тем не менее, если у вас есть углекислотный полуавтомат, варящий проволокой, задача не является невыполнимой.
Потребность в сварке авто возникает у многих автомобилистов, которые эксплуатируют своих железных коней продолжительное время. С помощью сварочного аппарата можно приварить заплатку на кузов, приварить нужный элемент кузова и даже вытянуть вмятину. Наиболее прогрессивной на сегодняшний день считается технология аргонодуговой сварки неплавящимся электродом, позволяющая кроме сварки стальных поверхностей выполнять сварку алюминиевых кузовов благодаря работе в среде инертного газа.
Что понадобится для сварки авто своими руками? Технология сварочных работ
Для самостоятельной сварки авто понадобится:- сварочный аппарат;
- баллон с углекислотой;
- проволока для сварки;
- средства защиты: маска сварщика, защитные перчатки.
Принцип работы сварочного полуавтомата следующий: двуокись углерода подается к месту сварки под давлением, вытесняя воздух и защищая металлическую поверхность от окисления. Металл при этом не сгорает, а всего лишь плавится, что позволяет свариваемым элементам надежно крепиться между собой. Технология аргонодуговой сварки отличается лишь тем, что сварка происходит в среде аргона, а не двуокиси углерода. При этом металл проволоки должен быть идентичный свариваемому металлу. Это может быть алюминий, бронза, медь и другие цветные металлы. Некоторые народные умельцы даже делают самодельную аргонодуговую сварку своими руками.
При выполнении сварочных работ должна строго соблюдаться техника безопасности. Если вы никогда не пользовались сварочным аппаратом, рекомендуем посмотреть уроки сварочных работ на видео. Также самоучитель по сварочным работам понадобится тем, кто никогда не занимался аргонодуговой сваркой своими руками.
Какие элементы кузова чаще всего нуждаются в сварочных работах?
Для большинства отечественных автомобилей срок беспроблемной эксплуатации кузова лежит в пределах 10 лет, а иномарок – до 15 лет. Различные климатические условия в разных регионах и характер езды водителя сказываются на том, что коррозия может возникать в различных местах. Тем не менее, некоторые элементы кузова больше подвержены преждевременному разрушению. Это те места, в которых скапливается влага:- пороги;
- колесные крылья;
- пол багажника, особенно углубление под запаску;
- передок;
- днище.
Способы сварки кузова автомобиля своими руками
Самый дешевый способ сварки – с помощью электродов. Однако после нее остаются очень грубые швы, поэтому для кузовных работ она фактически не используется. Кроме того, электродное сварочное оборудование очень громоздкое, что не позволит сварщику добраться до многих мест, нуждающихся в починке.
Наиболее распространена сейчас сварка кузова автомобиля полуавтоматом или, другими словами, инвертором. Инверторный полуавтомат отличается от обычного тем, что может работать при пониженных напряжениях в сети. Он несколько дороже, но надежней в работе.
Сварка производится с помощью проволоки. Полуавтомат позволяет сваривать металл толщиной 0,5-6 мм. Качество шва при сварке авто полуавтоматом получается на порядок лучше, при сварке электродами, а навыков и умений сварщика нужно меньше, поскольку не потребуется постоянно поддерживать дугу. Несмотря на это, работу сварочным полуавтоматом или инвертором для начинающих лучше предварительно посмотреть на видео.
Подготовка к самостоятельной сварке кузова автомобиля инвертором
Самое первое, чем необходимо заняться – это проверить, выдержит ли повышенную нагрузку от сварочного аппарата электрическая сеть. Для этого можно включить несколько достаточно мощных устройств (электроплитка, утюг и т.п. суммарно на 3-4 кВт) в сеть и замерять напряжение в ней. Если напряжение близкое к номинальному, можно пользоваться обычным полуавтоматом, если упало до 200-210 В – использовать можно инверторный полуавтомат, если упало еще ниже – к сожалению, от сварочных работ своими руками придется отказаться.
Итак, мы определили что электрическая сеть выдержит нагрузку. Теперь нужно провести подготовку поверхностей к сварке. Перед выполнением сварочных работ самостоятельно все проблемные места должны быть тщательно вымыты, обезжирены и зачищены от ржавчины.
Технология сварочных работ для начинающих. Видео о сварке кузова своими руками
Для соединения листов металла используется сварка сплошным или прерывистым швом. Сплошной шов используется, если соединяемые элементы кузова располагаются встык, а прерывистый – при наличии большого зазора между листами. Чтобы прерывистый шов был прочный, его следует варить стежками по 20 мм через каждые 50 мм поверхности.
Чтобы не пережечь металл, следует использовать периодическую подачу тока и проволоки. Величина периода определяется толщиной металла и размером зазора между свариваемыми поверхностями.
Сварка кузова авто своими руками, будь то ВАЗ 2109 или Toyota Camry, производится в следующей последовательности:- заряжаем полуавтомат сварочной проволокой;
- устанавливаем нужную полярность тока. Для проволоки с флюсом минус ставится на горелке, а плюс – на зажиме. Для обычной проволоки – наоборот;
- подключаем подачу углекислого газа, соединив шлангом баллон и инвертор через редуктор;
- подключаем полуавтомат к сети и нажимаем рычаг на ручке горелки. Произойдет подача газа, после чего включится подача тока и сварочной проволоки;
- на проволоку необходимо надеть подходящий медный наконечник и установить газовое сопло;
- можно начинать самостоятельную сварку кузова авто;
Для аргонодуговой сварки процесс происходит в той же последовательности, единственное – вместо баллона с углекислотой берется баллон с аргоном. Однако не помешает посмотреть обучение аргонодуговой сварке алюминия на видео.
Ремонт днища автомобиля своими руками с помощью сварки
Неординарной задачей является сварка и ремонт днища автомобиля своими руками. Необходимо понимать, что кроме ровных швов необходимо обеспечить нужный температурный режим. Если нужна заплатка на днище, то ее толщина должна быть порядка 2 мм. Слой металла должен располагаться при сварке равномерно. Если проконтролировать равномерность тяжело, лучше воспользоваться помощью товарища. После заварки заплатки ее края нужно обточить и загрунтовать.
Если днище деформируется, вмятину следует убирать киянкой. У отечественных автомобилей днище – одно из наиболее уязвимых мест, поэтому его состояние необходимо регулярно проверять, иначе понадобится замена днища на ВАЗ 2110, ВАЗ 2109, ВАЗ 2106, Ниве и т.д. Без просмотра видео этот сложный процесс выполнять самостоятельно не рекомендуется.
Источники: http://autoepoch.ru/remont-i-obsluzhivanie-avto/svarka-kuzova-avtomobilya-svoimi-rukami.html, http://auto-wiki.ru/svarka-kuzova-avtomobilya-svoimi-rukami/, http://www.mv-avto.ru/svarka-kuzova-avtomobilya-svoimi-rukami.html
Комментариев пока нет!
www.kakdelat-pravilno.ru
Как выбрать сварочный полуавтомат для дома, гаража?
Апрель 27, 2017
Большинство домашних умельцев часто задаются вопросом, как бы приобрести сварочный полуавтомат, какой выбрать, что порекомендуют специалисты? Сегодня подобные инверторные аппараты являются достаточно востребованными, стоимость которых зависит от производителя, качества сборки, технических характеристик, функционала. Достаточно компактные устройства можно использовать и в домашних условиях, и в автомастерских. Также нужно отметить, что сварочные аппараты инверторного типа нередко используют опытные сварщики.
Преимущества инверторного полуавтомата
- Благодаря небольшим размерам инструмент можно хранить и в гараже, и дома. Он не займет много места.
- Рабочее напряжение полуавтомата составляет 220В, при этом инструмент наделен хорошим функционалом, отличается высокой производительностью.
- Приобрести сварочное оборудование инверторного типа возможно практически в каждом строительном магазине.

Стоимость инверторов, предназначенных для бытовых условий, может существенно отличаться. Четко ответить на вопрос, какой из них лучше, затруднительно. Но при покупке такого инструмента не стоит выбирать самый дорогой. В первую очередь нужно определиться, для каких работ он предназначается, как часто, сколько времени инструмент будет работать, к примеру, в день и т. д. На основании этого уже можно подбирать агрегат, соответствующий по техническим параметрам.
Особенности выбора полуавтомата для быта
Как правильно выбрать сварочный полуавтомат для дома?
Покупать полуавтомат для дома можно уверенно, так как подобный инструмент действительно будет полезен не только для дома, но и для выполнения ремонта собственного авто. На сегодняшний день приобрести качественный инвертор для дома можно в каждом магазине строительного инструмента. Агрегат оснащен всем необходимым функционалом для выполнения необходимых работ в быту, ремонта автомобиля.
Сделать правильный выбор и приобрести оптимальный вариант сварочного оборудования сориентирует условная классификация инструмента. Необходимо отметить, что аппараты для сварки небольших размеров предназначены исключительно для использования в домашних условиях. Есть более мощные модели, которые можно использовать не только в быту, но и для профессиональной сварки. Они отличаются большим количеством функциональных возможностей.
Есть профессиональная инверторная сварка с дополнительными функциями, мощным источником питания. Но между всеми перечисленными полуавтоматами есть некоторые отличия:
- Разная мощность
- Разные периоды рабочего цикла
- Отличается стоимость
Обычно в быту полуавтоматическая сварка используется очень редко, а сам инструмент эксплуатируется непродолжительное время. В таком случае, конечно же, лучше приобретать именно бытовые инверторы, меньшей мощности, которые будут стоить на порядок дешевле. Характерная особенность подобных устройств – это непрерывная работа составляет всего около 15-ти минут, после чего инструменту нужно дать отдохнуть на протяжении часа.
Если необходим бытовой сварочный инвертор для выполнения более продолжительных работ, лучше рассматривать более профессиональные варианты. Более дорогие модели способны работать без перерыва на протяжении нескольких часов, у них лучшая производительность, больше функциональных возможностей.
Но в любом случае на качество сварного шва будет влиять не стоимость приобретенного оборудования, а собственный опыт сварщика.
Что необходимо учитывать при выборе инвертора
Как выбрать сварочный полуавтомат? Чтобы приобрести действительно хороший полуавтомат для сварки, стоит при выборе учитывать некоторые довольно важные показатели инструмента.
Первоначально нужно определиться с задачами, с которыми инвертор должен будет справляться, каким нагрузкам будет подвергаться. Существует три категории такого инструмента: для бытового применения (до 200А), полупрофессиональные (до 300А), профессиональные полуавтоматы (более 300А).
Также полуавтоматы для сварки в зависимости от технологии производства источника питания бывают:
- Инверторные
- Трансформаторные
- Выпрямительные
Инверторы – компактные, легкие полуавтоматы, оснащенные дополнительными довольно важными функциями: плавное регулирование тока, антиприлипание, легкий розжиг.
Трансформаторный полуавтомат лучше выбирать, если во время проведения сварочных работ, агрегат нужно будет часто переносить с места на место.
Время включения аппарата
Приобретаем сварочный полуавтомат, какой выбрать? Задаваясь подобным вопросом, стоит обязательно учитывать такой критерий, как время включения устройства.
- Для инверторов бытового типа хорошим показателем включения считается – 20%.
- Для сварки профессионального типа – 60%.
Степень потребления мощности
Это довольно важный показатель, который необходимо учитывать при покупке сварочного оборудования:
- Недорогие полуавтоматы имеют слабую мощность, поэтому их можно использовать только для сваривания металлических изделий небольшой толщины.
Обязательно необходимо учитывать тот факт, что оборудование при включении потребляет больше мощности, чем в процессе работы.
Диапазон регулирования сварочного тока
Покупая полуавтоматическую сварку обязательно нужно смотреть, в каком диапазоне можно регулировать ток.
Хороший полуавтомат должен обладать:
- Мягким стартом (плавное зажигание дуги).
- Мягким финишем (режим сжигания проволоки).
- Режимом 2 в 4 такта, который предоставляет возможность при продолжительной работе не удерживать на горелке кнопку.
Какой сварочный полуавтомат выбрать? Лучше, конечно же, чтобы система подачи проволоки была закрытого типа. Такой механизм будет предотвращать попадание грязи на сварочную проволоку, продлит срок службы направляющего канала. Также инструмент должен быть оснащен защитной системой от короткого замыкания.
Специалисты рекомендуют покупать универсальные инверторы, на которых можно применять как проволоку, так и электроды, что делает их более эффективными при эксплуатации.
Автоматизация управления
Хороший сварочный полуавтомат должен быть достаточно автоматизирован. К примеру, опытному сварщику будет крайне некомфортно работать, когда скорость подачи проволоки нужно переключать вручную.

Обязательно, приобретая новое оборудование для сварки, необходимо смотреть комплектовочный лист, то есть наличие запасных деталей, вместимость газового баллона, размещение элементов управления.
Полуавтомат для ремонта авто
Как правильно полуавтомат выбрать для ремонта автомобиля? Ремонт авто с применением сварочного оборудования предполагает, как правило, кузовные работы. Современные кузова легковых авто производятся из тонкого металла, поэтому для выполнения сварочных работ понадобится небольшой ток, сварочная проволока толщиной не более 0,8 мм. Достаточно редко приходится сваривать детали толщиной до 5 мм.
Можно сделать вывод, что для осуществления сварных работ при ремонте авто вполне будет достаточно полуавтомата инверторного типа средней мощности. Он достаточно экономичен в плане расходования электроэнергии, не будет перегружать сеть, и сам перегружаться, при этом обеспечит необходимую продолжительность включения.
Такие инверторы оснащаются большим комплектом запасных элементов, на них можно использовать различные виды сварочной проволоки. А их стоимость вполне демократична. Основное на что стоит обращать внимание при покупке – это наличие регулировки напряжения, тока. Подобное оборудование, конечно же, не подойдет для выполнения больших объемов сварочных работ, а также для соединения металлических конструкций значительной толщины, но для ремонта авто его функционала будет достаточно.
Выбирая полуавтомат нужно смотреть на его механические параметры. К примеру, лучше покупать инструмент с устройством подачи проволоки, которое легко и быстро перезаряжается. Данное устройство всегда в работе, поэтому мотор привода должен иметь достаточную мощность, а само устройство может быть полностью сконструировано из металлических элементов.
Также рекомендуется приобретать универсальный полуавтомат, позволяющий работать в ручном режиме с использованием электродов.
Существуют модели полуавтоматов трансформаторного типа для эксплуатации в гаражном режиме. Они дешевле инверторов, но обделены возможностью автоматической регулировки напряжения, тока, который можно переключать дискретным переключателем лишь на холостом ходу. Выходной ток обладает значительным уровнем пульсации, по частоте практически равен двойной частоте источника питания. Аппараты такого типа достаточно просты по конструкции, хорошо поддаются обслуживанию и ремонту, но качество сварного шва хуже инверторных аналогов.
Лучшие производители полуавтоматов для быта
Можно отметить несколько производственных компаний, предлагающих качественные полуавтоматы для дома, при этом по доступной цене. Неплохой бюджетный вариант может быть от китайского производителя «Elitech». Аппараты данного бренда отличаются достойным качеством, функционалом.
Еще один производитель качественного оборудования для сварки с нормальным соотношением цена/качество – это компания «Foxweld». Отличительная черта инструмента от этого производителя – высокая экономичность. В комплект поставки оборудования входит горелка, специальные рукава для подачи газа, достаточно хорошей длины.
Наилучшими характеристиками отличаются полуавтоматы от компании «Overman». Они могут работать с разными видами сварочной проволоки, а единственным недочетом их конструкции является немного больший вес, чем у инструментов других брендов.
electrod.biz
Полуавтомат для сварочных кузовных работ при ремонте автомобиля
Выполнение кузовных работ для ремонта автомобиля наиболее эффективно именно в полуавтоматическом режиме. Сварка полуавтоматом позволяет получить шов максимального качества при соединении деталей небольшой толщины.
Принцип функционирования полуавтоматических агрегатов
Высокое качество сварочных работ обеспечивается минимизацией участия исполнителя в выборе режима выполнения операций. Если обычная сварка требует установки величины тока, применения определенной технологии движения электрода, то полуавтомат справляется с этим сам. При ремонте автомобиля оператору необходимо лишь направить горелку в зону выполнения работ и нажать на кнопку.
В состав полуавтоматической установки для кузовных сварочных работ входит:
- Сварочный трансформатор, который работает в стандартном для других агрегатов режиме. Основная функция — обеспечение величины сварочного тока, необходимого для соединения различных металлических деталей. Наряду с традиционными понижающими трансформаторами широко используют инверторные устройства, позволяющие обеспечить оптимальные параметры для выполнения различного типа работ по сварке.
- Механизм подачи проволоки, позволяющий автоматизировать процесс. Благодаря этому узлу осуществляется подача проволоки в зону горения дуги с оптимальной скоростью для различной силы тока. Именно благодаря этому и обеспечивается высокое качество кузовных работ, требующее получение однородных сварочных швов. Только высокое качество сварки может обеспечить долговечность и надежность корпуса автомобиля. Такая частичная автоматизация процесса и обусловила появление названия сварочный полуавтомат.
- Основной рабочий элемент устройства — горелка, через которую происходит подача проволоки, защитных газов. Именно от конструкции горелки во многом зависят характеристики получаемой дуги и удобства оператора при выполнении сварочных работ.
Виды полуавтоматических устройств в зависимости от используемой защитной среды
Учитывая жесткие требования к качеству работ при ремонте кузова автомобиля, на первый план выходит необходимость защиты сварного шва от воздействия примесей, входящих в состав воздуха. Поэтому сварка полуавтоматом выполняется в защитной среде. В зависимости от типа применяемых материалов различают следующие технологии:
- MIG — технология с применением защитных инертных газов (аргон, гелий). Основная задача — снизить возможность окисления шва, особенно актуальна при работах с цветными металлами, детали из которых достаточно часто приходится варить при ведении кузовных работ в процессе ремонта автомобиля.
- MAG — технология работы полуавтоматом в среде активного газа, в качестве которого чаще всего используется углекислый. Позволяет существенно увеличить скорость выполнения сварных операций, получить шов с определенными характеристиками. Требует использования проволоки с добавками марганца и кремния.
- Технология TIG предполагает выполнение операций при помощи порошковой проволоки. Флюс, входящий в ее состав, при сгорании образует защитную атмосферу. Плюсом технологии считают возможность отказаться от баллона с газом, но стоит учитывать тот факт, что стоимость порошковой проволоки достаточно высока.
На что обращать внимание при выборе полуавтоматических агрегатов
Если для выполнения кузовных работ при ремонте автомобиля вам потребуется полуавтомат, в первую очередь определите предполагаемую область задач. Такой подход позволит существенно сэкономить на покупке. Дело в том, что для решения многих задач вполне достаточно простых агрегатов бюджетного класса.
При выборе обращайте внимание на следующие моменты:
- Для ремонта автомобиля в собственном гараже вполне достаточно бытовой модели, обеспечивающей сварочный ток до 200А. Полупрофессиональные (до 300А) и профессиональные (свыше 300А) агрегаты стоят гораздо дороже. Приобретать такой аппарат для сварочных работ целесообразно при необходимости обеспечивать большие объемы сварки.
- Полуавтомат, работающий от сети 220В, можно подключить в любом гараже, но трехфазные агрегаты обеспечивают более стабильный сварочный ток, благодаря равномерному распределению нагрузки по фазам сети.
- Для ремонта кузова целесообразно выбирать агрегат, способный работать по различным технологиям. Оптимальным считается MIG/MAG установка, но в некоторых случаях неоценимой станет аппаратура, способная работать со сварочной проволокой.
- При необходимости выполнения операций в непосредственной близости от агрегата, вполне достаточно толкающего механизма подачи проволоки. Если же требуется обеспечить большую мобильность, выбирайте более дорогой тянущий механизм (длина шланга до 20 метров).
Необходимое дополнительное оснащение
При выборе устройств, работающих по технологии MIG/MAG, будьте готовы к дополнительным расходам.
- Баллон для хранения защитных газов. В зависимости от условий можно приобрести малолитражный или транспортный (40 литров) вариант.
- Углекислый газ можно приобрести гораздо дешевле, стоимость аргона, гелия достаточно высока.
- Для подключения баллонов необходим специальный шланг с понижающим редуктором, который должен обеспечить регулировку расхода газа.
- Обязательным считается применение манометров высокого и низкого давления. При этом стоит учитывать и то, что все газовое оборудование нуждается в периодической поверке и тарировке.
Агрегаты полуавтоматического типа позволяют выполнять сварные работы даже не очень квалифицированному исполнителю. Поэтому не стоит экономить при выборе агрегата. Высокое качество шва при возможности самостоятельного ремонта кузова машины, окупит все расходы.
Похожие статьиgoodsvarka.ru
Как выбрать сварочный полуавтомат для гаражной работы и автосервиса
Для качественного выполнения кузовных работ в автомобиле требуется как минимум две составляющие. Речь идет о профессионализме и опыте работ мастера и качественном сварочном оборудовании.- Содержимое:
- Какой полуавтомат подойдет для сварки авто, на 220В или 380В
- Какой сварочный полуавтомат выбрать для автосервиса
- Требования к аппарату для сварки автомобиля полуавтоматом

Какой полуавтомат подойдет для сварки авто, на 220В или 380В
Все зависит от того, какое напряжение подведено к автосервису или гаражу, а также для каких целей будет использоваться сварочный полуавтомат. У каждого варианта подключения есть свои определенные характеристики:- 220В - это напряжение в основном используют бытовые сварочные полуавтоматы с небольшой производительностью. В большинстве случаев аппараты используют исключительно для ремонта кузовной части личного автомобиля. В производственных целях эксплуатация сварочных аппаратов с подключением к 220В не рекомендуется.
- 380В - трехфазные аппараты разгружают все фазы сети, равномерно распределяя напряжение. В результате исключаются перекосы и токовая нагрузка. Процесс сварки с помощью трехфазного оборудования проходит более гладко, в результате образуется качественный и прочный шов. Сварочное оборудование для работы по ремонту автомобильного кузова работающее от 380В рассчитано на длительную эксплуатацию.
Сварочный полуавтомат для кузовных работ промышленного типа предназначен для выполнения большого объема задач, имеет лучшие технические характеристики и может эксплуатироваться более длительное время без перегрева.
Какой сварочный полуавтомат выбрать для автосервиса
Сварочный полуавтомат для гаража или автосервиса, который планируют использовать в промышленных целях должен соответствовать ряду требований в основном связанных с техническими параметрами и производительностью. К ним относится:- Коэффициент MIG/MAG. Аббревиатура MIG буквально переводится как инертный газ для металла. В таком случае защитное облако создает смесь аргона и углекислого газа в соотношении 80 на 20 %. Хотя этот вариант требует определенных материальных затрат в результате получается достичь качественного ровного шва без брызг, что невозможно при использовании чистого углекислого и других активных газов.
 Основное назначение - для производственных работ используется сварка кузовного металла автомобиля полуавтоматом промышленного типа. Обычная бытовая установка быстро выйдет из строя уже спустя короткое время после начала эксплуатации. Следует выбирать подходящую модель из линейки ведущих европейских производителей. Хорошо зарекомендовали себя немецкие и итальянские установки. Промышленное оборудование работает исключительно от трехфазного напряжения.
Основное назначение - для производственных работ используется сварка кузовного металла автомобиля полуавтоматом промышленного типа. Обычная бытовая установка быстро выйдет из строя уже спустя короткое время после начала эксплуатации. Следует выбирать подходящую модель из линейки ведущих европейских производителей. Хорошо зарекомендовали себя немецкие и итальянские установки. Промышленное оборудование работает исключительно от трехфазного напряжения.- Продолжительность включения - этот коэффициент, который в инструкции по эксплуатации обозначается, как ПВ существенно влияет на производительность выбираемой модели. Обычно ПВ указывается в процентах. Что они обозначают? Временные отрезки работы принято считать в промежутках 10 мин. Следовательно, сварка кузовных деталей машины полуавтоматическим аппаратом с ПВ 60% будет длиться 6 минут, а четыре аппарату будет необходимо отдыхать.
- Мощность - еще один важный критерий выбора. Обычно указывается номинальный сварочный ток. Этот коэффициент указывается в амперах. Для сварки автомобиля нужен полуавтомат мощностью 160-200А и ПВ-60%. Однако если планируется использование питающих кабелей с длиной более 15 м, как правило, необходимо еще прибавить к мощности запас от 30 до 50%.
- Механизм подачи проволоки - существует как механический, так и электронный приводной механизм. Первый равномерно подает проволоку на сопло, второй реагирует на колебания напряжения и при увеличенной нагрузке увеличивает скорость подачи.
Качественное оборудование промышленного типа от европейских производителей будет стоить приблизительно на 50% дороже, чем такой же аналог отечественного производства. Но качество и производительность установки полностью оправдает вложенные средства.
Требования к аппарату для сварки автомобиля полуавтоматом
Выбор сварочного полуавтомата для кузовных работ в автосервисе выполняется с учетом существующих потребностей в обработке тех или иных деталей автомобиля. Наиболее практичной является модель с большим диапазоном регулируемых мощностей. Сварочный гаражный полуавтомат должен быть в состоянии обеспечить высокий уровень сварки как для тонких металлов 0,7-0,8 мм, так и для толстых 4 мм и выше. Универсальность полуавтомата является важнейшим критерием выбора.
Сварочный гаражный полуавтомат должен быть в состоянии обеспечить высокий уровень сварки как для тонких металлов 0,7-0,8 мм, так и для толстых 4 мм и выше. Универсальность полуавтомата является важнейшим критерием выбора.
Полуавтоматический сварочный аппарат для кузовных работ для СТО и автосервиса должен иметь высокий запас мощности. Большим запасом мощности обладают трехфазные модели оборудования, поэтому при выборе следует в первую очередь обращать внимание именно на них.
Если планируется использовать генератор для подачи напряжения, следует выбирать установку, в которой есть специальный блок позволяющий преобразовывать и адаптировать поступающее напряжение для выполнения сварных работ.
Даже самый опытный мастер не сможет выполнить сварные работы качественно при отсутствии надежного полуавтомата. Оптимальным вариантом для автосервиса будет промышленное оборудование европейских производителей.
stroy-plys.ru