Ремонт сварка авто
можно ли инвертором варить кузов машины?

Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.

Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.

Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.

Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.

Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени. Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.

Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора. Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.

Большинство экспертов негативно отзываются о дешевых сварочных инверторов. Лучше всего приобрести модель подороже, но быть уверенным в ее качестве и долгом сроке эксплуатации. Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.

На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.

Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.

Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
контактная сварка и ее преимущества, этапы сварочного ремонта
Сварка кузова автомобиля
Давно известно, что автомобильный остов является главным и дорогостоящим элементом любой машины. Именно по этой причине за кузовом надо регулярно ухаживать, своевременно его диагностировать и ремонтировать, не то, в противном случае, не избежать проблем капитального характера. Одной из разновидностей кузовных работ считается сварка.
Автомат или полуавтомат
Автомобилист неопытный, ни разу не использовавший сварочный аппарат, может предположить, что для работ по автомобильному остову современных машин достаточно использования обычного СА переменного тока. В действительности же, это не так.
Простым аппаратом с переменным током просто невозможно добиться получения качественного СВ шва на кузове. Также при его помощи очень сложно будет подобраться к различным труднодоступным зонам, где тоже надо бывает проводить СВ работы.

Типичный сварочный полуавтомат
Примечание. С другой стороны, обычным СВ аппаратом можно хорошо сваривать металл толщиной не меньше 6 мм, но на автомобиле он встречается в малых количествах.
УГЛ полуавтомат
Обычная толщина деталей автомобильного остова составляет примерно 1 мм. Чтобы качественно работать с таким материалом приходится применять более слабый аппарат. Последний не будет прожигать тонкий металл насквозь. К такому, например, относится УГЛ полуавтомат.
Сварка кузова автомобиля, осуществляемая с помощью полуавтомата, не имеет практически никаких сложностей. Научиться применять ее может каждый, а вот с обычным СВ аппаратом дела обстоят гораздо сложнее.
Полуавтомат на углекислом газе подразумевает сварку проволокой или электродом ВФ. Последний намного эффективнее, так как не теряет свойств в условиях использования газа.

Сварка полуавтоматом
УГЛ полуавтомат считается самым популярным среди тюнеров и работников автосервисов. Также этот полуавтомат – завсегдатай гаражей, в которых любители самостоятельного кузовного ремонта проводят свои дни.
Чем же полуавтомат еще отличается от классического автомата? Не считая возможности качественной работы с тонкими материалами, УГЛ полуавтомат дает возможность производить сварку на цветном металле, например, алюминии.
Шов, положенный УГЛ полуавтоматом сваркой будет красивым, ровным и четким. Никакого лишнего напряжения металла в зоне проведения сварки наблюдаться тоже не будет.
Сварка контактная
Работы по кузову: сварка
Процесс сварки давлением при высокой температуре называется контактной. В данном случае металлы, над которыми проводятся работы, должны быть доведены почти до точки начала плавления, но не более.
Сцепка деталей при контактной сварке происходит по причине сближения микролитов до уровня единения между собой. Другими словами, изрядное нагревание металлов вкупе с верным усилием сжатия создают все условия для образования соединения между листами. В процессе дальнейшего охлаждения с сохранением усилия обеспечивается нужная прочность.
Контактная сварка имеет явные преимущества:
- В первую очередь не происходит сквозного теплового подвода, что обеспечивает получение промежуточного участка между точками, а это крайне важно;
- При такой сварке наблюдается незначительное колебание в рабочей зоне, что способствует минимизированию временных затрат на обработку после;
- Преимуществом контактной сварки при кузовных работах является также возможность применения антикор защиты на всем участке СВ работ.
Как нужно правильно осуществлять сварку
Безусловно, переварка деталей или ремонт с помощью сварки должен проводиться четко по намеченному плану. Первым этапом всегда должна быть зачистка деталей, так называемая, подготовительная часть работ.
Как проводится сварка по кузову
В обязательном порядке сварочные зоны на кузовных элементах должны быть хорошенько очищены от следов коррозии, остатков краски и грязи. Если этому не уделить должного внимания, на деталях останется слой, дающий негативные последствия вплоть до полного брака. В некоторых случаях, если детали были подвержены воздействию влажностной среды, будет полезно обработать их токопроводящей грунтовкой.
Основной этап сварочных работ тоже обязан проводиться без ошибок. В частности, температура подвода должна быть порядка 150 градусов, если речь идет о сварке давлением.
Немаловажное значение имеет время непосредственной сварки. Чем оно короче, тем лучше. Для листов при кузовном ремонте во время вытяжки оно составляет 0,2-0,3 секунды.
Кузовной ремонт сродни настоящему искусству. Он включает в себя не только сварочные работы. Читайте интересные замечания и инструкции по ремонту в других статьях нашего сайта.
Устал платить за штрафы? Выход есть!
Забудьте о штрафах с камер! Абсолютно легальная новинка - НАНОПЛЁНКА, которая скрывает ваши номера от ИК камер (которые стоят по всем городам). Подробнее об этом по ссылке.
- Абсолютно легально (статья 12.2.4).
- Скрывает от фото-видеофиксации.
- Устанавливается самостоятельно за 2 минуты.
- Не видна человеческому глазу, не портится из-за погоды.
- Гарантия 2 года,
загрузка...
kuzovspec.ru
Холодная сварка для автомобилей, ремонт своими руками
Статья расскажет об холодной сварке для автомобиля, как с помощью такого простого в применении средства можно провести качественный ремонт своего железного друга.
В ходе эксплуатации транспортного средства может возникнуть необходимость в экстренном проведении кузовного ремонта. Например, во время передвижения по трассе у автомобиля может пробить бензобак или радиатор.
Понятно, что в этой ситуации провести полноценный ремонт авто вы не сможете и сварочный аппарат, вы скорее всего с собой не возите. Кроме этого далеко не всегда можно надеяться на помощь эвакуатора, то есть может показаться, что в указанных случаях вы окажетесь в очень затруднительной ситуации.
Но, если в ремонтном комплекте вашего автомобиля есть холодная сварка, то со всеми неприятностями вы сможете справиться самостоятельно и за короткий промежуток времени. В связи с этим рассмотрим, что такое холодная сварка и как ей пользоваться.

Что такое холодная сварка
Холодная сварка, это специальный ремонтный комплект, при помощи которого, вы сможете провести ту же работу, что и используя традиционную сварку. То есть заделать отверстия, восстановить прочность швов, прикрепить друг к другу металлические части.
Купить такое средство можно в авто-магазине или строительном магазине. Есть специальная холодная сварка для автомобиля, которая представляет из себя клей на основе эпоксидной смолы. И вот с помощью её можно заделать своими руками любое повреждение радиатора, бензобака, картера двигателя и многое другое.
На сегодняшний день, есть много производителей данного продукта и все они качественные, так что с выбором холодной сварки проблем не возникнет.
Как применять холодную сварку при ремонте автомобиля
Итак, какие именно инструменты для этого нужны: холодная сварка, наждачная бумага (мелкозернистая), ацетон или чистый бензин.
1. Первым делом необходимо подготовить поверхность к ремонту. Например, если речь идет о ремонте пробитого бензобака, то место ремонта следует зачистить наждачной бумагой. Хорошо будет если вы сделаете неровности на подготовленной поверхности, например, сделать царапины или другие шероховатости — это необходимо для лучшего сцепления сварки с поверхностью.
2. Далее следует бензином или ацетоном провести обезжиривание, эта процедура тоже важна.
3. Вот и настало время для подготовки клея: берем холодную сварку для ремонта автомобиля, тщательно читаем инструкцию.

На влажные руки (надо их смочить) необходимо отрезать или выдавить (зависит от вида купленного средства) рекомендованную часть клея и разомните её до положенной однородности и пластичности. Полученная смесь даже немного нагреется, это почувствуется через руки.
4. Теперь наносим состав на приготовленное место, все действия необходимо выполнять по быстрому, потому что есть такие клеи которые очень шустро полимезируются. Всё сидим курим, ждем когда сварка схватится — это может происходить от 40 минут до суток. Такая разница по времени бывает от многих факторов: от производителя средства, уличной температуры, толщины нанесения и другое.
Таким образом, вы получаете прочное и герметичное соединение, которое прослужит вам достаточно долго. Но, после проведенного ремонта внешний вид склейки получается не привлекательным.
Понятно, что если речь идет о ремонте днища бензобака, то это не принципиально, но если вы ремонтируете кузов, то после сварки следует провести следующую работу. После окончания сварки поверхность зачищается наждачной бумагой, затем наносится грунтовка и краска. Конечно, если приглядеться, то следы ремонта будут заметны, но это лучше, чем ездить с дырами в кузове.
Вот можете посмотреть видеосюжет, где человек поехал отдохнуть на природу и пробил картер двигателя, но благодаря холодной сварке, он и отдохнул, и добрался домой на своем автомобиле.
Видео: ремонт картера двигателя с помощью холодной сварки.
Так что вывод прост, всегда возите с собой такую полезную и иногда необходимую вещь, как клей на основе эпоксидной смолы.
Загрузка...avto-i-avto.ru
Сварочные работы при ремонте автомобилей
Строительные машины и оборудование, справочник
Категория:
Механик гаража
Сварочные работы при ремонте автомобилейВ условиях гаража восстановление автомобильных деталей производится ручной сваркой. При этом сварке могут подвергаться стальные, чугунные и алюминиевые детали. Применяется в основном два вида сварки: электродуговая и газовая.
Электродуговая сварка осуществляется на переменном или постоянном токе. Режим ручной дуговой сварки характеризуется силой тока, диаметром электрода и толщиной свариваемого металла.
Электроды, покрытые для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных сталей, изготовляются по ГОСТ 9467-75 следующих типов: Э38, Э42, Э46 и Э50 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 750 кгс/мм2; Э42А, Э46А и Э50А — для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляются повышенные требования по пластичности и Ударной вязкости; Э55 и Э60 — для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм2; Э70, Э85, Э100, Э125, Э150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм2; Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ— лля сварки легированных теплоустойчивых сталей.
В условном обозначении электродов для сварки углеродистых и низколегированных сталей цифры указывают минимальное значение величины временного сопротивления разрыву в кгс/мм2, а в обозначении электродов для сварки легированных теплоустойчивых сталей первые две цифры указывают содержание углерода в сотых долях процента, а последующие буквенные индексы — легирующие элементы (Б — ниобий, В — вольфрам, Г — марганец, Д — медь, М — молибден, Н — никель, С — кремний, Т — титан, Ф — ванадий, X — хром, Ю — алюминий). Число за буквенным обозначением элемента указывает его среднее содержание в процентах. Если же их среднее содержание менее 0,8%, то число за буквенным обозначением не ставится.
При газовой сварке наибольшее распространение имеет ацетилено-кислородная сварка. Ацетилен и кислород хранятся в отдельных баллонах, которые отличаются расцветкой: кислородный баллон — голубой, ацетиленовый — белый. Баллоны заполняются кислородом до давления 15 МПа (150 кгс/см2) и ацетиленом до 1,6 МПа (16 кгс/смг). Для понижения давления газа используются редукционные вентили или редукторы, обеспечивающие постоянное рабочее давление. Для контроля давления имеются манометры.
Смешивание ацетилена с кислородом при горении осуществляется в газовых горелках, которые делятся на инжекторные (низкого давления) и безинжекторные (высокого или равного давления). Наибольшее распространение получили инжекторные горелки типа «Москва», ГС и ГСМ, которые отличаются номерами наконечников (применяется восемь номеров от 0 до 7). Номер наконечника выбирается в зависимости от толщины свариваемого материала.
Заварку трещин в тонких стальных деталях для уменьшения коробления рекомендуется вести от центра к периферии. При наплавке изношенных поверхностей втулок и других круглых деталей валики накладывают поочередно на диаметрально противоположные стороны. Для получения необходимой твердости наплавленные детали подвергают термической обработке. При необходимости производят механическую обработку: зачистку шва наждачным кругом с гибким механическим или пневматическим приводом, обтачивание на токарном станке, сверление, шлифование и др. Закаленные детали обычно подвергают шлифованию, а при необходимости полированию.
Ремонт чугунных деталей сваркой. Такие дефекты, как трещины в блоках цилиндров двигателя, небольшие обломы, можно отремонтировать в условиях гаража сваркой в холодном состоянии. При холодной сварке применяют покрытые электроды со стержнями из цветных металлов, сплавов и стали.
Сварка электродами ЦЧ-4 производится небольшими участками длиной 30—60 мм. Перед сваркой трещину в блоке разделывают в виде канавки.
Заваривают сначала вдоль стенок канавки, а затем после охлаждения до температуры 50—60 °С заполняют ее, не заходя на основной металл детали (накладывают отжигающий валик). Для уменьшения напряжения в сварном шве рекомендуется проковывать наплавленный металл легкими ударами молотка.
Электродами МНЧ-1 и ЖНБ-1 заварку трещин рекомендуется вести в сочетании с электродом ОЗЧ-1. Сначала края канавки завариваются электродом ОЗЧ-1, а затем шов заполняется электродом МНЧ-1 или ЖНБ-1. Сварка ведется небольшими участками (длиной 15—20 мм) предельно короткой дугой.
Ремонт деталей из алюминиевых сплавов электродуговой сваркой. Детали из алюминиевых сплавов (головки блока, блоки цилиндров, картеры сцепления, коробки передач) при наличии дефектов могут быть отремонтированы электродуговой сваркой специальными электродами, Которые позволяют получить состав металла шва, мало отличающийся по химическому составу от основного металла.
Покрытие электродов предназначено для обеспечения хорошей стабилизации горения дуги, а также для защиты расплавленного металла от окисления. Для сварки алюминиевых деталей рекомендуется использовать постоянный ток, который обеспечивает лучшее по сравнению с переменным током расплавление основного металла свариваемой детали. Сварку ведут при обратной полярности (плюс на электроде). Для питания сварочной дуги можно использовать сварочный генератор, предназначенный для ручной сварки.
Рис. 1. Схема заварки трещины: 1 — основной металл; 2 — первый наплавленный слой; 3 — отжигающий валик
Перед сваркой рекомендуется свариваемую деталь подогреть до температуры 150—250 °С в термической печи или с использованием любого другого источника тепла (электрическая плита, газовая горелка и т. п.). Для сварки применяют электроды диаметром 5—6 мм при силе тока 135—210 А. Длина дуги должна быть минимальной, она должна увеличиваться с увеличением диаметра электрода.
При заварке трещин в деталях производят вырубание канавки (разделывают трещину). Чтобы не заплавить отверстия (водяной рубашки, масляного канала и т. п.), в них вставляют пробки из огнеупорной глины или, если возможно, заплавляют и затем рассверливают отверстие. Сварные швы необходимо испытать на герметичность гидравлическим способом или с использованием керосина. В последнем случае место заварки натирают сухим мелом, а с обратной стороны наливают керосин. Неплотность шва обнаруживается по потемневшему мелу в месте неплотности.
Читать далее: Кузнечно-прессовые и медницко-жестяницкие работы при ремонте автомобилей
Категория: - Механик гаража
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Сварка кузова автомобиля своими руками
При возникновении необходимости в кузовном ремонте, прежде всего, всатет вопрос о вспомогательных средствах, которые помогли бы исправить имеющееся положение вещей (повреждение кузова). Так, в частности вам, необходимо будет иметь оборудование для правки кузова, сварочное оборудование и конечно же малярное - покрасочное оборудование. Конктретно в этой статье, мы хотели рассказать лишь об одном из этапов кузовного ремонта. То есть лишь об одном виде оборудования. Данная статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки.
Сварочный аппарат переменного тока с электродами для сварки кузова автомобиля (ручная сварка)
 Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Какой сварочный аппарат нужен для сварки деталей кузова автомобиля?
При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше. Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше. Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Что может полуавтомат в качестве сварки кузова автомбиля и не только...
Еще раз повторимся про полуавтомат более конкретно, вернее про его возможности. Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем:1. Ремонтировать сваркой садовый и домашний инвентарь2. Сваривать водопроводные трубы.3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Технические термины абревиатуры используемые в сварочных работах
MIG - металл – инертный газ (например, аргон). Сварка происходит в среде инертного газа, не взаимодействующего с расплавленным металлом.MAG - металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка. Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка. TIG - сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
Какие газы используют для полуавтоматической сварки кузова автомобиля
Основной газ применяемый для полуавтоматической сварки это СО2 (двуокись углерода), также именуется как диоксид углерода, угольный ангидрид. Двуокись углерода подается в зону сварки под давлением, при этом вытесняет обычную воздушную среду, что предотвращает металл от излишнего окисления. Если быть до конца честным, то кислород и в этом случае выделяется из двуокиси углерода, но в гораздо меньшем количестве, чем, если бы сварка проводилась без него. Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов).

Как правило, двуокись углерода получают из углекислоты (ГОСТ 8050 — 76), фактически это сжиженный газ. Углекислота хранится в специальных баллонах объемом по 40 кг, при этом углекислоты заправляют в баллон лишь 25кг. При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей. Если вместо двуокиси углерода в качестве защитного применить аргон, то сваривать можно и цветные металлы – нержавейку, алюминий, латунь и другие сплавы и металлы. При одном обязательном условии, что вы будете применять соответствующую сварочную проволоку – т.е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции.
Баллон для углекислоты
Здесь возможны варианты. Можно купить малогабаритный импортный баллон с углекислотой, но это дороговато. Более ходовой слчай, это стандартный отечественный баллон объёмом 40 или 25 литров. Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе - газообразной.

Если для вас сварка – не случайный эпизод, а дело жизни – покупайте не большой баллон, литров на 20 литров. Такого баллона хватит надолго – на год, а то и больше, при этом перетаскивать его можно в одиночку. И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки. Что касается 45 литрового баллона, то он, конечно, работает ещё дольше. Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Можно ли для полуавтоматической сварки применять обычный газовый баллон
Некоторые наверное очень хотели бы сэкономить, применив обычный газовый баллон, при проведении сварочных работ полуавтоматической сваркой. И если по объему у обычного газового баллона все в порядке, то насчет его давления и присоединительной резьбы, такого не скажешь. Во-первых рабочее давление у баллона для углекислоты порядка 14,7 МПа (150 атмосфер). В обычном газовом баллоне рабочее давление составляет всего лишь 1,6 МПа (16 атмосфер).Во-вторых, присоединительная резьба на обычном газовом баллоне не обеспечит соединения редуктора высокого давления с баллоном без применения переходника. То есть, обычный газовый баллон использовать для хранения углекислоты и применения в полуавтоматической сварке нельзя.
Редуктор для полуавтомата для проведения сварочных работ
Редуктор для отечественных баллонов можно купить в сварочных отделах инструментальных магазинов. Корпус редуктора выкрашен в чёрный цвет (как и сам баллон под углекислоту), и имеет регулятор давления газа на выходе и манометр.Манометр имеет две шкалы и показывает как давление газа на выходе, так и его расход в литрах в минуту.Редуктор крепится к баллону накидной гайкой на 32. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь»Годится и кислородный редуктор. У такого редуктора два манометра – один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет.
Сварочная проволока для полуавтомата
Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины.В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа.Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще.Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.
Можно ли в полуавтомате применять обычную проволоку
Как мы рассказали выше, основной задачей двуокиси углерода является предотвращение окисления. Дело в том, что частично в этом процессе участвует также и сварочная проволока. Когда металл окисляется, то первыми компонентами, которые участвуют в окислении металла, являются марганец и кремний. Для того, чтобы полезный объем кремния и марганца сохранялся в металле конструкции, в сварочную проволоку также добавляют эти элементы. При этом, кремний и марганец из проволоки окисляются в первую очередь, заменяя собой элементы из металла конструкции, которую мы свариваем. Тем самым сохраняя объем металла в свариваемых деталях. То есть, использование обычной проволоки не даст желаемых результатов.
Углекислотный сварочный полуавтомат – примеры полуавтоматов и основные органы управления для сварки кузова.
Далее в статье, мы более подробно затронем принцип использования управляющих органов сварочного полуавтомата для кузовного ремонта автомобиля, в случае сварки кузова автомобиля своими руками, а также наглядно продемонстрируем все подключения, необходимые для начала сварочных работ.

(на фото полуавтомат - Блю Велд 4.135)
Первоначально взгляните на переднюю панель полуавтомата. Как правило здесь есть выключатель, регулятор тока сварки, регулировка скорости подачи проволоки. Теперь перейдем к подключения баллона высокого давления.
 Баллон и редуктор без которого качественные сварочные работы кузова невозможны
Баллон и редуктор без которого качественные сварочные работы кузова невозможны
Далее показан пример "заправки" проволоки в сварочный аппарат
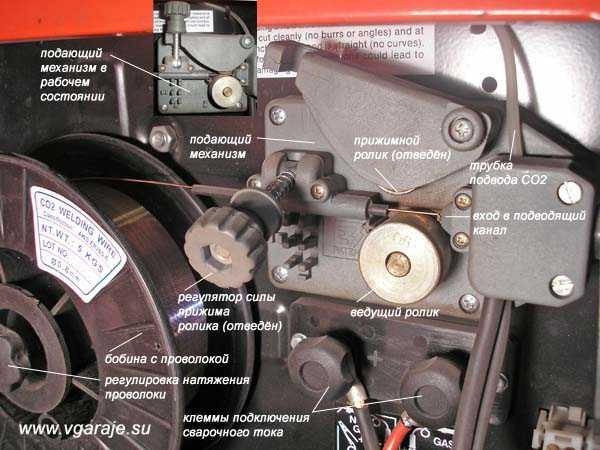
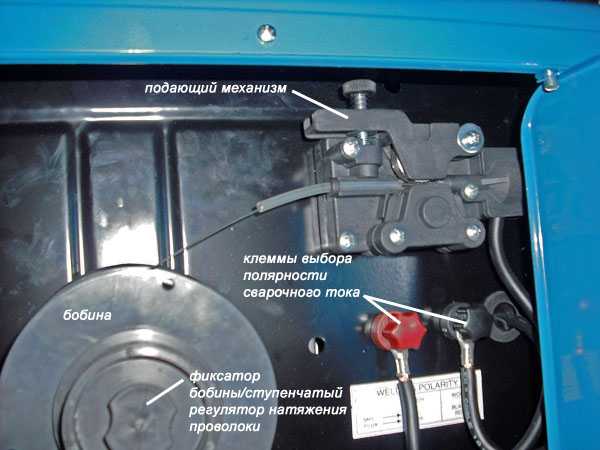
 Подающий механизм и бобина с проволокой полуавтомата для сварки кузова Пантер 132
Подающий механизм и бобина с проволокой полуавтомата для сварки кузова Пантер 132
Второй возможный вариант "заправки" проволоки в полуавтомат
 Подающий механизм и бобина полуавтомата для сварки кузова Блю Велд 4.135.
Подающий механизм и бобина полуавтомата для сварки кузова Блю Велд 4.135.
Подготовка полуавтомата к работе для сварки кузовных деталей автомобиля.
Что нужно сделать перед подключением сварочного полуавтомата.Прежде, чем пускаться в рассуждения по поводу того, как правильно подключить полуавтомат, вы должны провести тест – тест гаражной сети на нагрузочную способность.Говоря русским языком, вы должны выяснить, потянет ли гаражная сеть такую нагрузку,ток, какой потребляет сварочный полуавтомат.Суть этого теста заключается в следующем: вы должны измерить тестером напряжение в гаражной сети, к которой подключена нагрузка мощностью 2,5-3 кВт. Это может быть электроплитка, утюг или их комбинация.Если напряжение под нагрузкой меньше 205 – 210 Вольт, то работа обычного полуавтомата становится проблематичной.Если у вас – инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение.Но если в гаражной сети под нагрузкой всего 170 – 180 вольт, то нормальная сварка невозможна.Это значит, что вы сначала должны решить вопрос с сетью, вернее с током, а затем уже думать о дальнейшем
О том, как готовить полуавтомат к работе, написано в мануале к нему. Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее:1. На первом этапе “заряжаем” полуавтомат сварочной проволокой. Для этого придётся:а) Снять (или отвинтить) газовое сопло сварочной горелки.б) Отвинтить медный наконечник сварочной горелки. Это делают ключом или пассатижами.в) Отвести прижимной ролик подающего механизма.г) Установить евробобину с проволокой. д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой – плюс на зажиме, минус – на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой.Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной – плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле.Переключение полярности производится перестановкой клемм (см. фото).е) Завести руками конец проволоки в подающий канал на 10 – 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу.ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике.Кстати, канавок может быть две – одна для проволоки диаметром 0,6мм, другая – для 0,8мм. Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку.Если канавка на ролике одна – значит, ролик универсальный и париться не о чем. и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке.к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия – или под проволоку 0,6мм, или под 0,8мм, или под другую. Обычно на фирменном наконечнике есть клеймо с диаметром проволоки.м) Устанавливаем газовое сопло.

Горелка СО-2 сварочного полуавтомата
2. На втором этапе подключаем углекислый газ.Для этого придётся:а) Установить редуктор на баллон с углекислотой. б) Соединяете шлангом редуктор и полуавтомат. Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.В первом случае всё просто – соединяете оба штуцера – и на редукторе, и на аппарате резиновым, лучше кислородным, шлангом (внутренним диаметром 6мм) нужной длины. Штуцер на редукторе должен иметь соответствующий шлангу диаметр (штуцера бывают на 6, 8 или 12 мм)Крепление шланга на штуцерах – с помощью червячных хомутов.В случае полипропиленовой трубки подключение происходит несколько по-другому: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовую трубку можно подключить к резиновому шлангу. А шланг подключают к редуктору уже известным способом.
Регулировка сварочного полуавтомата при проведении сварки кузова
Перед тем, как начать работать, вы должны провести ряд регулировочных работ:а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку.б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга.Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по – какой либо причине застряла в нём.Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный – то начнёт проскальзывать.в) Отрегулировать расход газа. Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см.Далее...Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать – пахнет кислятиной). Хотя нюхать конечно не стоит, так как это все таки двуокись углерода, то есть возможно кислородное голодание. В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8-10 литров в минуту.Если расход сильно отличается от рекомендованного, корректируете его.Учтите, что искомый параметр – расход газа, а не его давление.Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.г) Последняя и важная регулировка – это регулировка сварочного тока. Но её лучше делать в непосредственно в процессе сварки. Конечно стоит заметить, что для качественного проведения сварочных работ нужна практика, с которой в последствии придет опыт и профессионализм проведения сварочных кузовных работ.
Необходимое оборудование для обеспечения защиты жизни и здоровья при проведении сварочных работ
Если у вас есть сварочный аппарат, то обязательно должна быть и маска. Она позволит вам спокойно смотреть на ярчайшую электрическую дугу и расплавленный металл и контролировать процесс сварки, а так же защитит ваши лицо и глаза от жесткого ультрафиолета (его излучает электрическая дуга), едкого дыма и брызг расплавленного металла. Лучше всего, если это будет маска типа “Хамелеон”. Эти маски имеют защитный светофильтр электрооптического типа с управлением от фотодиодов. То есть, прозрачный в обычных условиях светофильтр в момент вспышки дуги моментально затемняется, и ваши глаза не успевают нахвататься “зайцев”. После того, как дуга погасла, светофильтр опять становится прозрачным. В процессе сварки можно менять величину затемнения светофильтра, что позволяет подбирать комфортные условия работы.
Защитная маска сварщика – простая или «Хамелеон»
 Защитная одежда – специальная роба, или хотя бы краги для защиты рук от ожогов.
Защитная одежда – специальная роба, или хотя бы краги для защиты рук от ожогов.
После проведения кузовных операций по ремонту кузова с использованием сварочного аппарата, в последующем необходима будет шпатлевка, грунтовка и покраска. Дополнительную информацию по данной теме можно найти в статье "Покраска кузова автомобиля: технология покраски и рекомендации при проведении покрасочных работ "
www.autosecret.net
подготовка и техника, ремонт кузова с помощью сварки (видео)
Для того чтобы автомобиль работал исправно и безопасно, все его части должны быть в идеальном состоянии. Это же необходимо сказать и о кузове. Именно кузов машины является тем элементом, который требует постоянного ухода и внимательного отношения. Нередки ситуации, когда для приведения «железного коня» в порядок требуется сварка кузова автомобиля своими руками. Несмотря на кажущуюся сложность процесса, его можно успешно осуществить в собственном гараже, достаточно лишь иметь необходимое оборудование и знать основные правила сварки.

Перед сваркой кузова автомобиля необходимо проверить, выдержит ли электрическая сеть в гараже нагрузку от сварочного аппарата, затем следует вставить в устройство сварочную проволоку.
Оборудование для кузовных работ
Для людей, желающих произвести сварочные работы в гараже, лучше всего подойдет аппарат, работающий на углекислом газе. Он отличается высокой универсальностью и доступен для непрофессионального использования. Данный полуавтомат варит при помощи проволоки. Как вариант можно рассмотреть и устройство для сварки с неплавящимся электродом и защитным газом.
Сварочный аппарат, работающий на углекислом газе имеет высокую универсальность, также он доступен для непрофессионального пользования.
При помощи вышеописанных устройств можно успешно произвести сварочные работы кузова автомобиля, толщина металла в котором составляет значение от 0,8 до 6 мм. Достаточно легкие и компактные аппараты помогут поставить заплаты на дыры, выпрямить вмятины или вварить все необходимые кузовные детали — пороги, крылья и т.п.
Углекислотный полуавтомат работает на газе — двуокиси углерода. Принцип работы устройства следующий: под давлением СО2 нагнетается в корпус аппарата, вытесняя воздушное пространство и защищая свариваемый металл от окисления кислородом. За счет этого частички металла сохраняются в большем объеме и не сгорают при сварке, а плавятся.
При необходимости проведения сварочных работ по цветным металлам — нержавейке, алюминию и т.п. вместо углекислоты используется аргон. Вместо обычной проволоки в аппарат устанавливается сварочный элемент из аналогичного свариваемому металла — алюминий к алюминию, нержавейка к нержавейке и т.д.
Подготовка сварочного аппарата
Перед сваркой требуется произвести ряд необходимых мероприятий. В первую очередь необходимо проверить, выдержит ли электрическая сеть в гараже нагрузку от сварочного аппарата. В ином случае перепады электричества могут не только испортить результат работы, но и повредить аппарат.
Затем нужно вставить в устройство сварочную проволоку. Это осуществляется следующим образом:
При проведении сварочных работ необходимо надеть защитную маску и перчатки.
- Газовое сопло снимается со сварочной горелки.
- Ключом отвинчивается медный наконечник горелки.
- Ролик для проволоки отводится в сторону, позволяя установить полярность тока. Если используется флюсовая проволока, на зажиме устанавливается знак «+», а на горелке — «-». При использовании обычной проволоки полярность полуавтомата должна быть обратной.
- Конец проволоки длиной около 10-20 см заводится в предназначенный для этого канал и закрепляется прижимным роликом. Необходимо проследить, чтобы проволока попадала в канавку на ролике.
Когда подготовка устройства выполнена, можно приступать к сварке кузова. Для этого требуется включить аппарат в электрическую сеть и нажать кнопку пуска на рукояти горелки. В первую очередь подается газ, а уже затем включится проволока и пойдет электроток. После этого на проволоку следует надеть наконечник из меди, закрутить его и установить сопло для газа. Последнее действие — подключение углекислоты. Требуется установить редуктор на емкость с газом и соединить их и аппарат шлангами.
Техника сварочных работ
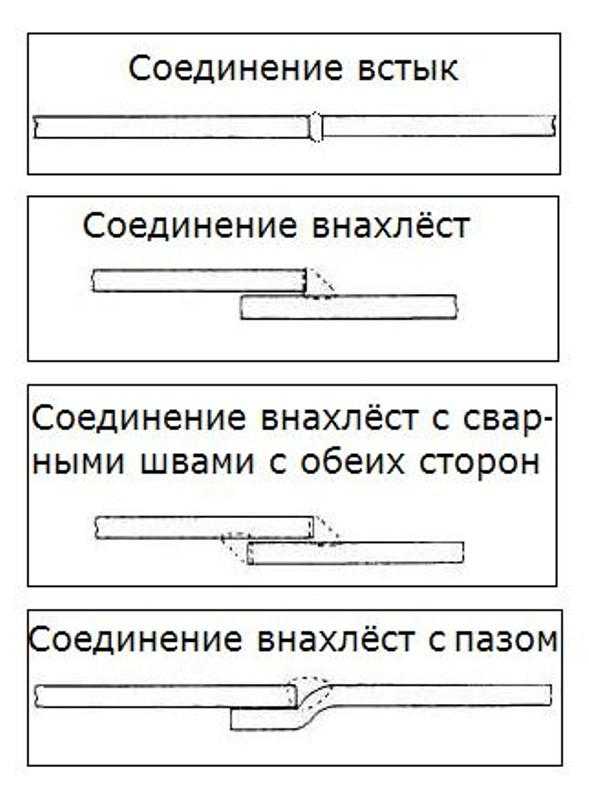
Для работ по сварке кузова может использоваться несколько способов. Наиболее простым и эффективным из них считается способ, называемый стежками.
Используя этот метод, мастер наносит на кузов автомобиля стежки длиной около 2 см через каждые 5 см. Такой способ считается более надежным и крепким, чем точечный. Он позволяет существенно увеличить жесткость кузова, что уменьшит его деформацию во время последующего использования.
Техника выполнения сварных швов.
Обычно опытные мастера проваривают все части кузова автомобиля, кроме передней, ведь нагрузка на металл является минимальной. Но это не относится к автомобилям, в которых ведущая нагрузка идет на переднюю подвеску. Если передние «лапы» прикрепляются к поперечной балке, передняя часть кузова также подлежит сварке.
Пол машины должен провариваться и с одной, и с другой стороны, при этом крайне необходимо промазать сварочные швы специальной грунтовкой. Даже если передние крылья и капот автомобиля не свариваются, следует тщательно обработать заднюю часть кузова, стойки и поддон. Уже после такой обработки собирается салон машины и прикручиваются другие ее части.
Приступая к сварочным работам, нельзя забывать о технике безопасности, которую при сварке автомобиля своими руками следует соблюдать крайне тщательно. Отказ от защитной сварочной маски и специальной одежды, изготовленной из толстой, неподверженной горению ткани, может привести к серьезным травмам и ожогам.
Если кузов автомобиля требует ремонта, но денег на поход в автосервис нет, не нужно отчаиваться, ведь все сварочные работы можно провести собственными силами. Главное здесь — соблюдать правила безопасности и действовать аккуратно и внимательно.
moyasvarka.ru
Сварка кузова автомобиля своими руками: основные нюансы + видео

Кузов является главной составляющей любого автомобиля, требующий тщательного ухода, ремонта и своевременной проверки. Одним из видов такого ремонта является проварка кузова, которую каждый может выполнить самостоятельно.
Чем варить.
Для сварки кузова своими руками лучше всего подойдет углекислотный полуавтомат, который варит проволокой или аппарат для сварочных работ неплавящимся электродом в среде защитного газа. Однако для сварки в гаражных условиях, как правило, используется углекислотный полуавтомат. Он наиболее универсален и доступен среди всех моделей сварочных аппаратов. Углекислотный полуавтомат позволяет варить листы от 0,8 миллиметров до 5 — 6 миллиметров. Благодаря такому аппарату можно приварить заплаты на любые дырки, вварить новые кузовные детали (пороги, лонжероны, выправлять вмятины, крылья), которые недоступные изнутри.
Все это возможно благодаря газу, который используется в полуавтомате, – двуокись углерода (СО2). Под давлением двуокись углерода попадает в зону сварки, вытесняя при этом обычную воздушную среду, что защищает металл от лишнего окисления. Предотвращения окисления позволит сохранить частички металла в большем объеме, и в результате последний не сгорает, а лишь только плавится.
Если вместо двуокиси углерода использовать аргон, то сварить можно даже цветные металлы – алюминий, нержавейку и другие сплавы металлов. Только при этом обязательно необходимо использовать такую же сварочную проволоку — из нержавейки или алюминия.
Как варить.
Итак, сварка кузова автомобиля своими руками осуществляется следующим образом.
1. Прежде, чем подключать полуавтомат, проверьте сеть на нагрузочную способность, то есть убедитесь в том, потянет ли ваша сеть в гараже нагрузку сварочного аппарата. Только после этого можно начинать готовить сварочный аппарат.
2. «Зарядите» углекислотный полуавтомат сварочной проволокой. Для этого вам необходимо снять газовое сопло сварочной горелки, затем с помощью ключа отвинтить ее медный наконечник, после этого отвести прижимной ролик с проволокой и установить требуемую полярность сварочного тока, то есть, например, при сварке флюсовой проволокой следует установить плюс на зажиме и минус на горелке. Если же используется обычная проволока, то полярность будет обратной: минус на зажиме, а плюс на горелке.
Теперь нужно завести руками конец проволоки на 10 — 20 сантиметров в падающий канал и, удерживая проволоку от осыпания, подвести прижимной ролик. При этом обязательно нужно проследить, чтобы проволока попала в канавку на ведущем ролике.
Только после всех этих процедур можно подключить аппарат к сети и нажать на клавишу на рукоятке сварочной горелки. Изначально произойдет подача газа, и только потом будет включена подача проволоки и сварочного тока. Надеваем на проволоку необходимый медный наконечник, закручиваем его и устанавливаем газовое сопло.
3.Подключите углекислый газ. Для этого необходимо установить редуктор на баллон с углекислотой и соединить шлангом полуавтомат и редуктор.
Меры предосторожности.
При работе с аппаратом обязательно необходимо использовать сварочную маску и защитную одежду, так как соблюдение техники безопасности при работе со сварочными аппаратами является обязательным. Ведь можно испортить не только детали одежды, но и нанести вред своему здоровью. Ведь при попадании сварки на тело или глаза возникает ожог.
Технология сварки.
Лучше всего проваривать нужные места кузова через каждые 5 сантиметров стежками длиной 2 сантиметра. Такая варка будет более крепкой, нежели точечная.
При сварке стежками значительно увеличивается жесткость кузова и уменьшается его деформация в процессе дальнейшей эксплуатации, особенно при сильных нагрузках.
Замечу, что в кузове проваривается все кроме передней части, так как именно на нее нагрузка является минимальной. Однако в таких транспортных средствах, где на передней подвеске делается больший упор, другими словами: в том месте, где передние «лапы» крепятся к поперечной балке надо все же проварить. Пол же можно проварить с обеих сторон, главное – не забыть обработать сварные швы специальным грунтом. Кстати передняя часть авто, то есть капот и крылья обычно не провариваются, но тщательная обработка швов поддона, задней части и стоек является обязательно.
Только после этой обработки можно собрать автомобиль и прикрутить на свои места все панели и сиденья.
Сварочные работы (видео)
Рекомендую прочитать:
autoepoch.ru