Точечная сварка для ремонта авто
Аппарат для точечной сварки своими руками: схема контактной сварки
Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.
Точечная сварка относится к разряду так называемых контактных сварок
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
Сварка гвоздей аппаратом
Тип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
Изготовление прибора своими руками
После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
Пример использования прибора профессионалом
Самодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
Действие аппарата на кузове автомобиля
Точечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
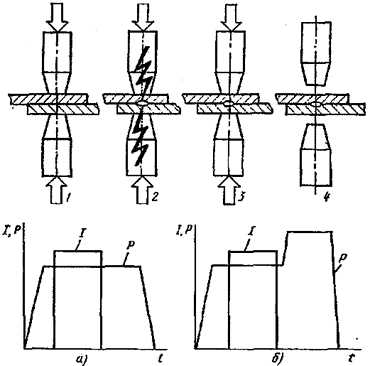
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
Пример работы профессионального сварщика
Мощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
krasimavtomobil.ru
как собрать аппарат своими руками
Необходимость осуществления сварочных работ при кузовном ремонте не вызывает сомнений. И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование.

Ремонт кузова не мыслим без контактной сварки
Сварочный процесс при ремонте кузова
Абсолютное большинство работ при ремонте кузова автомобиля может произведено посредством контактной сварки. Этот вид, являясь довольно-таки специфическим, применяется преимущественно по причине своей простоты, отсутствия расходных материалов и высокого уровня производительности.
Подробнее о контактной сварке
Согласно техническому определению данная разновидность сварочных работ представляет собой процесс, в ходе которого образуется неразъемное соединение. Такое соединение есть следствие нагрева металла посредством проходящего электрического тока, а также пластический деформации самой зоны соединения (последнее происходит в результате сжатия).
Существует несколько способов осуществления контактной сварки своими руками, включая и точечный. Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками.
Для получения сварной точки свариваемые детали (предварительно тщательно зачищенные) собираются внахлестку, сжимаются с определенным усилием, после чего через место их контакта пропускается токовый импульс. На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.

Высверливание перед соединением деталей
Существует ряд факторов, способных оказать влияние на качество, т.е. прочность точки и ее размер:
- Речь идет о таком параметре, как усилие сжатия;
- Определенную роль играет и показатель величины сварочного тока, который выдает машина;
- Важна также длительность токового импульса;
- Наконец, имеет значение диаметр контактной поверхности электродов.
Применяемые аппараты
Контактная сварка своими руками при кузовных работах осуществляется при помощи соответствующих сварочных аппаратов. Схема их применения предполагает следующее: машина (аппарат иными словами) нагревается, и происходит в результате тепловыделения непосредственное сваривание в тех местах, где соединяются детали.
Получается, что любой аппарат основан на принципе нагревания места сваривания током с одновременным воздействием давления.
Может быть использована стационарная машина, а также машина подвесная либо мобильная (для ручной работы). Каждый такой аппарат, в свою очередь, делится на определенные разновидности с учетом способа сварки.
Схема каждого аппарата предполагает наличие ряда частей: электрической, механической, гидросистемы, пневмосистемы (или же системы водяного охлаждения).
Аппарат для контактной сварки вполне может быть сконструирован своими руками, о чем мы и предлагаем поговорить подробнее.

Образец заводского шва
Самостоятельная сборка аппарата
Аппарат для осуществления контактной сварки состоит из двух узлов:
- Сварочный выносной пистолет;
- Блок питания.
Порядок ручной сборки хорошо демонстрируют многочисленные видео. Процесс изготовления пистолета начинается с того, что следует создать переходник и электроды. Для этого берется текстолитовый лист и из него вырезаются накладки (габариты определяются под собственную руку). Затем нужно просверлить каналы в ламподержателе для проводов. Эти провода будут вести к лампе подсветки.
К готовым накладкам крепится при помощи винтов и двух держателей микропереключатель. Из полосы оргстекла можно изогнуть распорные планки, учитывая при этом их расположение на накладках. Не следует забывать и о размещении проходящего через рукоятку сварочного кабеля.
Конец такого кабеля опаивается, потом вставляется в отверстие переходника и фиксируется винтом. Острые кромки накладок рекомендуется притупить. Важно обмотать рукоятку изоляционной лентой. Готовый вариант, опять же, отлично рассматривается на видео.
Что касается блока питания, то он собирается из реле на сварочном трансформаторе и на тиристоре. Электрод подключается к одному выводу низковольтной обмотки при помощи сварочного кабеля. Второй вывод во время ручной сварки должен надежно соединяться с самой массивной деталью, подлежащей свариванию.
К сети первичная обмотка трансформатора подключается посредством диодного моста и включенного в его диагональ тиристора. При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки.
То есть самодельная контактная сварка вполне возможна. После окончания сборки сварочная машина должна быть протестирована. Готовый аппарат (как он выглядит, показывают видео) позволит выполнять многие работы.
Таким образом, при сборке своими руками соответствующего аппарата контактной сварки необходимо запастись вышеуказанными элементами для пистолета, а также для трансформатора. Поскольку именно трансформатор влияет на то, каким будет в итоге аппарат по размерам, именно с него и рекомендуется начать процесс сборки.
zavarimne.ru
Контактная точечная сварка своими руками, видео
Нас часто спрашивают, возможна ли точечная контактная сварка своими руками, или лучше обратиться к специалистам? Что-ж, давайте рассмотрим этот вопрос подробнее.Существует множество разновидностей обычных сварочных процессов, которые отличаются типом используемого энергоносителя и другими параметрами. Сегодня практически невозможно обойтись без всем известной точечной сварки, которая считается самой популярной среди домашних умельцев. Качество выполнения работ будет напрямую зависеть от квалификации мастера.
 точечная сварка
точечная сваркаТочечная сварка своими руками, видео:
Точечная сварка – это получение неразрывного соединения деталей за счет того, что между ними образовались связи в месте сварного шва. Получить межатомные связи можно, если нагревать деталь либо применить пластическую деформацию.
Иногда используют оба способа, комбинируя их. Сварочные работы применяются в основном для восстановления целостности металла и проводятся они не только в определенных условиях, но и под водой и даже есть опыт сваривания деталей в космосе.
Сварочные работы обязательно должны выполняться в соответствии с правилами техники безопасности, при этом работать необходимо в специальном защитном костюме и маске, закрывающей глаза. Виды энергии, которые использует мастер в процессе выполнения работ:
- Электрическая дуга.
- Пламя обычной газовой горелки.
- Ультразвук (иногда используется для сваривания деталей).
- Лазерное излучение либо ультразвук.
- Иногда мастера пользуются трением для сваривания подготовленных поверхностей.
Самодельная точечная сварка связана с повышенной опасностью возникновения пожара, опасностью поражения человека электрическим током, в процессе работы выделяется ультрафиолет и вредные газы. Поэтому проводить работы нужно внимательно следуя правилам техники безопасности.
Типы сварки
Зависимо от типа используемой энергии и способа ее применения выделяют три вида сварки. Термическая сварка – может быть выполнена благодаря тепловой энергии. Сюда можно отнести газовую сварку и одну из наиболее распространенных – электродуговую.
Термомеханическая сварка проводится за счет одновременного использования энергии тепла и создания давления на ремонтируемую область. А механическая подразумевает использование в работе трения и давления на элемент.
 контактная сварка
контактная сваркаЭтот тип сварки можно отнести к разновидности контактных сварочных работ. Контактная сварка своими руками требует специальной подготовки и оборудования, которое непросто сделать своими руками и крайне не рекомендовано делать по схемам без знаний в этой области, поскольку опасность ошибки слишком велика, а последствия могут быть необратимы.
Весь процесс сваривания проходит в несколько этапов. Сначала все детали, которые будут подвергнуты сварке, нужно разместить в нужном положении между электродами машинки для сваривания.
Затем их нужно соединить друг с другом. При помощи специального оборудования мастер добивается их нагрева до такого состояния, когда они становятся пластичными. После этого проводится процедура пластического искажения и на этом сварочные работы завершены.
Для правильного выполнения работ понадобится оборудование, способное позволить достичь частоты сварки 600 точек/минуту.
Особенности выполнения точечной сварки
Детали, которые необходимо соединить сваркой, нагреваются при воздействии на них импульса тока. Время воздействия этого недолговременного импульса обычно колеблется от 0,01 до 0,1 секунд и полностью обусловлено созданными условиями, в которых проводятся сварочные работы.
Благодаря этому импульсу в месте, где находятся электроды металл расплавляется и образуется жидкое ядро соединяемых деталей. Когда импульс снимается, ремонтируемые детали еще некоторый промежуток времени сохраняются под небольшим давлением.
В этот момент происходит их охлаждение и распаленное ранее ядро кристаллизуется. Кроме того такое прижатие обеспечивает появления в процессе сварки некоего уплотняющего пояса вокруг ядра, поэтому защищать место сварки мастеру нет необходимости.
Иногда, чтобы внутри новообразованного сварного шва убрать все неоднородности и пустоты специалисты рекомендует на завершающей стадии работ выполнения работ усиленно прижимать детали друг к другу.
Нужно помнить, что сварочные работы своими руками можно выполнять только в том случае, если поверхность была тщательно подготовлена и очищена от имеющейся на ней ржавчины и следов коррозии перед началом всех работ.
При несоблюдении этого требования невозможно получить качественный шов. Преимущества использования точечной сварки:
- Сварку можно выполнить с помощью специальных приборов (все работы полностью механизированы).
- Высокая экономичность.
- Полученные в результате точечной сварки сварочные швы очень прочные.
К недостаткам можно отнести тот факт, что полученный шов не является герметичным, а иногда это очень важный критерий качественного выполнения работ.
Некоторые виды контактной сварки и ее особенности
Контактной сваркой называется процедура, во время выполнения которой по всей поверхности торцов происходит сваривание двух деталей. Такой метод сварки может быть получен сопротивлением либо оплавлением.
Сварка сопротивлением. Подготовленные к работе детали плотно соединяются друг с другом и тогда подается ток для сварки. Выключают его только тогда, когда поверхность деталей стала пластичной и была выполнена осадка. Обычно этот способ используется для ремонта предметов, которые состоят из низкоуглеродистой стали и имеют небольшую площадь.
 сварочный аппарат
сварочный аппаратСварка оплавлением. Перед началом работ очищенные детали закрепляются в зажимах, затем их плавно соединяют при помощи подвижного зажима, а в момент их контакта и включается сварочный ток. Затем проводится осадка на необходимую величину и после выполнения работы ток выключают.
Сварка при помощи прерывистого оплавления. В процессе работы мастер чередует плотный контакт деталей с неполным, все это время подается ток. Такие возвратно-поступательные движения машины циклично замыкают сварочную цепь в том месте, где детали между собой контактируют.
Это происходит до того момента, когда их торцы разогреваются до температуры 900С. Как сделать аппарат для точечной сварки своими руками? На специализированных сайтах сегодня можно найти целые схемы, но специалисты рекомендуют не использовать самодельные приборы, поскольку это может быть небезопасно.
Процедура выполнения точечной сварки
Ее используют как в промышленности, так и в домашних условиях для восстановления целостности некоторых деталей. В промышленности ее применяют для сваривания различных заготовок из металла, независимо от их толщины.
В домашних условиях с ее помощью можно быстро и качественно отремонтировать бытовую технику, а также починить при необходимости автомобиль.
Процесс точечной сварки обычно включает в себя всего 2 этапа: детали для сварки совмещаются между собой в необходимой последовательности, затем их помещают между электродами и прижимают друг к другу. После этого с помощью тока их нагревают до того момента, пока они не станут пластичными и мастер подвергает их пластической деформации.
Чтобы при работе с аппаратом для сварки, чтобы получить качественный шов, надо поддерживать скорость передвижения электродов на одном уровне, в то же время обеспечивать нужную степень давления на детали, чтобы соединение было прочным.
Если свариваемая деталь склонна к образованию различных трещин, лучше увеличить время ее нагрева, чтобы после выполнения работ время охлаждения металла замедлилось.
Какие инструменты нужны для выполнения работ?
Трансформатор — должен обладать высоким коэффициентом трансформации, чтобы обеспечить в процессе работы подачу большого тока для сварки. Можно сделать трансформатор для точечной сварки своими руками.
В большинстве случаев в качестве электродов мастер использует медный стрежень, при этом желательно, чтобы он был достаточно толстым (его диаметр должен быть примерно равен диаметру провода).
Чтобы в процессе работы электроды не потеряли свою форму, их необходимо периодически подтачивать. Если же они пришли в негодность и полностью сточились – лучше провести замену.
Выполнять сварочные работы рекомендуется только в специально оборудованном помещении, в котором отсутствует риск возникновения пожара. Работы по сварке опасны, поэтому выполнять их нужно только при наличии практических навыков.
topreit.ru
Кузовной ремонт при помощи контактной сварки
Одним из самых эффективных и быстрых способов кузовного ремонта за последние годы стал метод контактной сварки. Он позволяет быстро и без существенных затрат производить кузовной ремонт, точечную сварку металла, фиксирование деталей и укрепление тонколистового металла. Как ни странно, во многих российских автосервисах этот метод не используется. Очевидно, что с ним ещё не очень знакомы. Как работает этот оборудование? Какие существуют приёмы? Всё это вы узнаете из статьи и видео.Мы будем приводить примеры на оборудовании Synergic SW60. Это детище итальянской фирмы Deca, которая специализируется на сварочных технологиями. SW60 – это сварочный аппарат с микропроцессорным управлением для точечной сварки металлов толщиной до 5 мм. Параметры сварки устанавливаются автоматически после выбора инструмента и толщины металла. Однако возможность ручной настройки также предусмотрена.
В состав Synercig SW60 входят:• Кнопки выбора типа используемых инструментов• Установки времени сварки и сварочного тока• Дисплей для отображения сварочного тока• Кнопка запоминания текущих параметров• Разъёмы для подсоединения сварочных клещей и др. инструментов
Компенсатор неровности поверхности оснащён таймером отключения. Также имеется индикатор правильности напряжения питания. Индикатор давления воздуха позволяет избежать получения сварного соединения с низкой механической прочностью. Кроме того, в аппаратах имеется два контура для защиты от перегрузок.
Для примера работы со сваркой мы взяли крыло от автомобиля, повреждённое от удара тупым предметом в процессе транспортировки.
 1. Сначала необходимо зачистить место повреждения до металла при помощи специального круга.2. Также необходимо зачистить место, куда будет подсоединён провод на массу.3. Далее поверхность очищается сжатым воздухом. И выберите нужный способ обработки поверхности.
1. Сначала необходимо зачистить место повреждения до металла при помощи специального круга.2. Также необходимо зачистить место, куда будет подсоединён провод на массу.3. Далее поверхность очищается сжатым воздухом. И выберите нужный способ обработки поверхности.
Способ 1: при помощи тянущего рычага и приварки специальных шайб.
Этот метод позволяет использовать эти шайбы до 4-5 раз.1. Выставляется режим работы на аппарате. Нужно выбрать соответственно шайбочки и обратный молоток. Аппарат автоматически выставит мощность и время.2. Контролируя рукой деталь добейтесь ровности поверхности. Если её обработать её наждачкой, то можно после этого наносить шпаклёвку.
Способ 2: использование шайб при узких и длинных вмятинах.
В этом случае используется тянущее приспособление и шайбы другого типа:
 1. В первую очередь нужно приварить специальные петли к поверхности вмятины. Расстояние между ними – 10 мм.2. В шайбы вставляется штифт.3. При помощи тянущего приспособления вмятина вытягивается.4. Шайбы удаляются скручивающим движением. Использовать их можно 3-4 раза. Скрученные шайбы можно использовать для вертикальных вмятин.5. В случае возникновения пузырей для осаживания металла используется специальный электрод. Поместите электрод в пистолет, выберите нужный режим и осадите металл круговыми движениями.
1. В первую очередь нужно приварить специальные петли к поверхности вмятины. Расстояние между ними – 10 мм.2. В шайбы вставляется штифт.3. При помощи тянущего приспособления вмятина вытягивается.4. Шайбы удаляются скручивающим движением. Использовать их можно 3-4 раза. Скрученные шайбы можно использовать для вертикальных вмятин.5. В случае возникновения пузырей для осаживания металла используется специальный электрод. Поместите электрод в пистолет, выберите нужный режим и осадите металл круговыми движениями.
Кроме того, при помощи пистолета вы можете приваривать к кузову различную фурнитуру. К примеру, болтики для крепления подкрылок. Для этого болтик заряжается в пистолет, а на аппарате выставляется соответствующий режим. Болтик приваривается практически намертво. Среди инструментов, которыми оснащён аппарат, имеются пневматические клещи, которые сжимаются под давлением воздуха и позволяют осуществлять точечную сварку кузовных деталей.
Ремонт кузова при помощи аппаратов точечной сварки осуществляется намного легче и быстрее. Использование этих аппаратов особенно актуально при ремонте современных сложных автомобилей, доступ к внутреннему пространству которых значительно затруднён.
autoremka.ru
Как сделать споттер из старого сварочного аппарата
При выполнении кузовных работ на автомобиле, точнее – при устранении вмятин после ДТП, возникает необходимость демонтажа поврежденного элемента с последующей рихтовкой. Это длительная и дорогостоящая процедура. К тому же, на автомобилях ранних годов выпуска элементы кузова крепятся не на болты, а приварены к лонжеронам.
Такой ремонт влетит «в копеечку» не только за сложность работ. Он повлечет за собой дополнительные затраты на покраску как восстановленной зоны деформации, так и мест крепления демонтируемой части кузова.
В ряде случаев восстановление вмятин традиционным способом невозможно в принципе, например при повреждении порогов. Приходилось либо менять узел целиком, либо вырезать поврежденный участок и приваривать новый. Это не способствовало удешевлению процесса.
Для снижения стоимости кузовного ремонта, много лет назад была придумана технология «вытягивания» вмятин. К поврежденной части кузова приваривался ремонтный крюк, затем либо лебедкой, либо так называемым обратным молотком вмятина выравнивалась. Во время сварки портилась дополнительная площадь кузова. Эта проблема характерна лишь при использовании традиционных сварочных аппаратов.
Видео пример переделанного сварочного аппарата в контактную сварку
Споттеры – технология применения и устройство прибора
Существует специализированный аппарат для подобных работ, именуемый – споттером.

Фактически – это обычный автомат для контактной сварки, оснащенный дополнительными приспособлениями и обладающий особыми параметрами.Функциональные возможности:
- Приваривание крепежных элементов (крюков, шайб, наконечников обратного молотка) для вытягивания вмятин;
- Прогрев обрабатываемой поверхности с последующим охлаждением. Это свойство используется для осадки металла;
- Режим непрерывной сварки с использованием традиционных электродов с добавлением углерода;
- Режим импульсной сварки высоким током, предназначенный для кратковременного мощного прогрева точки «прихвата» крепежного элемента.
Типовые характеристики споттера:
- Мощность трансформатора – до 10 кВт;
- Рабочий ток вторичной обмотки – до 1500 А;
- Напряжение вторичной обмотки – 7-9 вольт;
- Таймер включения импульса – до 0,1 секунды.
Общий принцип действия – моментальный нагрев за счет малого сопротивления материала. Для этого необходим ток – не менее 1300 Ампер.
Нагревание металла до точки плавления должно происходить мгновенно и продолжаться очень короткое время. Это минимизирует повреждения вокруг обрабатываемой области. Хорошо настроенный аппарат производит «прихватывание» меньше, чем за 0,1 секунды. Раскаляется лишь внешняя поверхность металла, на внутренней стороне даже не повреждается лакокрасочное покрытие.
Этого вполне достаточно, чтобы можно было вытягивать вмятину при помощи обратного молотка или другого приспособления. После манипуляций с металлом, приваренный крюк или наконечник молотка, легко отрывается резким вращательным движением.
Как сделать споттер самостоятельно
Компоненты споттера:
- Трансформатор, аналогичный обычному от точечного сварочного аппарата. Рабочий ток вторичной обмотки 1500 Ампер;
- Блок управления, обеспечивающий регулировку длительности импульса;
- Обратный молоток, оснащенный приспособлением для точечного прихватывания к поверхности металла;
- Приспособление для постепенного вытягивания с комплектов крючьев и шайб для прихватывания к металлу.


Изготовить аппарат можно из компонентов, имеющихся в сарае или гараже любого домашнего мастера. Исключение составляет разве что трансформатор, но и этот элемент при желании можно раздобыть за разумную цену, например – в пунктах приема металлолома.
Еще немного средств надо будет потратить на радиодетали для изготовления блока управления (пускового устройства). Обратный молоток и прочие приспособления для вытягивания поврежденных кузовных элементов изготавливаются по образцу фабричных, желательно из меди или латунных сплавов.

Изготовление рабочего трансформатора и блока управления:
Первичная обмотка рабочего трансформатора Т2 рассчитывается на мощность 10-15 кВт. Если вам удалось раздобыть готовый трансформатор, например от обычного сварочного аппарата – рассчитать силовую вторичную обмотку будет несложно.
Намотайте 10 витков толстого провода и замерьте полученное напряжение при включенном трансформаторе. Разделите эту величину на 10, и получите напряжение, получаемое с одного витка. Количество витков должно обеспечить напряжение 7-9 вольт. Медная жила для вторичной обмотки должна быть сечением не менее 75 квадратов. Это обеспечит формирование рабочего тока до 1500 ампер без излишнего нагрева и потерь мощности.
Состав силового блока следующий: трансформатор Т1 и диодный мост V1-V4, собранный на диодах Д226Б. Он служит для зарядки управляющего конденсатора С1. Трансформатор подойдет любой, например – от бытовой техники. Напряжение на выходе 12-24 вольта.
Емкость С1 открывает и закрывает тиристор V9, который и является ключом для блока управления. При нажатии на пусковую кнопку S3, тиристор открывается и подает питание через мост V5-V6 на первичную обмотку рабочего трансформатора Т2.
За это время происходит импульсная сварка, которая прекращается по мере разряда конденсатора С1, закрывающего тиристор V9 и прекращающего подачу напряжения на первичную обмотку рабочего трансформатора Т2. Длительность сварочного импульса регулируется переменным резистором R1.
ВАЖНО! Сварочный импульс протекает однократно, и не зависит от продолжительности нажатия на кнопку S3. Для перезапуска системы необходимо отпустить пусковую кнопку S3. После этого емкость С1 вновь зарядится и система будет готова к новому импульсу.
Кабели, которые подают рабочий ток к инструменту споттера, должны иметь сечение не меньше, чем вторичная обмотка рабочего трансформатора. Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Изготовленный своими руками точечный сварочный аппарат безопасен и надежен. Кабель питания 220 вольт и блок управления должен быть надежно закрыт в корпусе. Если корпус металлический – заземление обязательно.
ВАЖНО! Споттер потребляет 10-15 кВт мощности. Поэтому ваша электропроводка должна соответствовать нагрузке.
Еще одно видео изготовления точечной сварки из старого сварочного аппарата
Прибор для контактной сварки из сварочного аппарата
По аналогичной схеме работает прибор для контактной сварки. В нем не применяются дуговые электроды с углеродной добавкой. Процесс сварки основан на протекании больших токов в точке замыкания контактов сварочного пистолета.

Если у вас есть сварочный аппарат, изготовить на его основе контактную сварку не составит труда. Необходимо лишь собрать управляющий блок и сварочный контактный пистолет, который будет подключен к рабочим проводам вашего электроприбора.
Управляющий блок предназначен для оперативного подключения питающего напряжения на первичную обмотку рабочего трансформатора. Его можно собрать на мощном реле, тиристорной или симисторной схеме. Главное условие – пусковая кнопка должна быть под рукой на контактном пистолете, и она не должна быть фиксируемой. В противном случае можно создать короткое замыкание вторичной обмотки, которое приведет к перегреву устройства.
Рабочее напряжение, подаваемое на кнопку – должно быть безопасным для оператора. Поскольку напряжение на электродах контактного пистолета не превышает несколько вольт – весь процесс сварки безопасен с электрической точки зрения. Потенциально можно лишь обжечься о горячий металл.
Вся конструкция контактного пистолета должна приводиться в разомкнутое и отключенное состояние под действием пружин. То есть, как только вы отпустили ручки клещей – электроды сразу будут обесточены и отведены из пятна сварки.
Пистолет можно изготовить в любой компоновке, главное – удобство и безопасность использования. В качестве примера – заводское устройство.

Контакты должны быть медными или латунными, иначе они будут привариваться к обрабатываемой поверхности. Толщина (диаметр) 5-15 мм. Поскольку электроды изнашиваются – необходимо предусмотреть возможность замены.
ВАЖНО! Необходимо помнить, что обычный сварочный аппарат, приспособленный для точечной сварки – работает в нестандартных для его конструкции режимах.
Поэтому надо следить за возможным перегревом трансформатора, и при необходимости делать перерывы в работе.
obinstrumente.ru
Использование точечной сварки при ремонте автомобилей
Для того, чтобы иметь представление о том, как работать с точечной сваркой при ремонте автомобиля, необходимо понимать процесс создания соединения.
Клещи контактной точечной сварки
Отличия от сварки плавлением
Точечная сварка давлением отлично показывает себя при соединении листовых заготовок, что подтверждается тем фактом, что практически все автопроизводители используют её при сварке кузовов автомобилей. Так же, следует отметить, что соединения, выполняемые точечной сваркой крепче, чем такие же, которые выполняются обычной сваркой оплавлением, и при этом дешевле обходятся. Дешевизна обеспечивается отсутствием вносимого металла, ведь единственная деталь, которую нужно время от времени заменять – сам электрод, который непосредственно соприкасается со свариваемыми заготовками.
Принцип работы процесса точечной сварки
Прежде всего, необходимо правильно разместить соединяемые детали, после чего поместить их между электродов сварочного аппарата. После этого можно начинать процесс сварки:
-
Сжатие деталей
-
Подача тока
-
Проковка (в некоторых случаях)
-
Снятие давления
Поскольку процесс образования жидкого ядра сварки происходит под давлением, соответственно ядро не соприкасается с атмосферой. Это позволяет избежать образования пор и других дефектов. Ядро защищено настолько хорошо, что не нуждается в дополнительной газовой или шлаковой защите.
Расплавленное ядро
Диаметр электрода и режимы (сила тока, время нагрева и давление) определяются толщиной и типом материалов, которые свариваются. Значительное влияние так же оказывает форма рабочей части электрода.
При сварке тонких стальных листов процесс образования точки зачастую занимает несколько секунд.
До недавнего времени точечная сварка имела ограниченное применение в повседневной жизни, поскольку требовала достаточно мощных источников питания и сварочных клещей, под которые можно установить далеко не каждую деталь.

Основной инструмент при работе со споттером — универсальный пистолет. Компактный и лёгкий
Но благодаря споттерам все изменилось. Этот способ, требует доступа только с одной стороны свариваемых деталей, имеет малую мощность, поэтому может работать даже от небольших инверторных источников питания, низкая цена которых делает их доступными многим СТО. Именно благодаря этим преимуществам сварка споттерами все чаще применяется при ремонте автомобилей. Прибавьте к этому еще и лучшие, по сравнению со сваркой плавлением, характеристики шва, хорошую продуктивность и получаем идеальный способ для сварки кузова автомобиля. Так же стоит отметить ещё одно немаловажное «умение» споттеров — возможность приваривать электрод к металлу и, благодаря специальным приспособлениям, исполнять роль обратного молотка, который способен работать без сверления или каких-либо других подготовительных операций, а потом легко его убирать.
Как видим, точечная сварка уже повсеместно используется при сварке автомобилей, а, от недавнего времени, начала широко использоваться и для ремонта. А все благодаря всего двум основным преимуществам — малым термическим деформациям и отличной продуктивности.
И всегда помните — если Вы решили улучшить свое СТО или цех оборудованием дли точечной сварки, мы всегда готовы Вам помочь

Процесс рихтовки со споттером
blog.svarcom.net
Споттер для кузовного ремонта своими руками
Содержание
- Конструкция и принцип работы аппарата
- Изготовление трансформатора
- Сборка аппарата

Облегчить ремонт автомобиля вам помогут современные инструменты. Один из них – споттер. Если у вас недостаточно денежных средств, то собрать споттер для кузовного ремонта своими руками – задача вполне разрешимая. Что представляет собой этот агрегат?
DigitalSpotter является аппаратом односторонней точечной сварки. Принцип его работы – сваривание сопротивлением. Используется инструмент для выправления больших элементов кузова, где производителем установлены ограничения доступа из-за конструктивных особенностей либо дополнительной жесткости.
С помощью сварочного пистолета к поврежденному месту приваривается быстро липнущий специальный элемент. Далее деталь выпрямляется руками в изначальное положение. С помощью особых настроек споттер можно использовать для нагревания металла кузова участками и их вытягивания.
Вернуться к оглавлениюКонструкция и принцип работы аппарата
Состоять самодельный агрегат будет из двух главных узлов – это сварочный трансформатор (Т2) и электронное реле на тиристоре V9. Сетевая обмотка у трансформатора подсоединяется к электросети через диодный мост (V5/V8). Именно в его диагональ будет включен тиристор (V9) электронного реле.
Вспомогательный маломощный трансформатор (Т1) питает управляющую цепь тиристора (обмотка 2). Работает аппарат следующим образом:

Схема споттера
- При нажатии на выключатель (S1) напряжение питания (220В) идет на трансформатор Т1. Вернее, его первичную обмотку.
- Конденсатор (С1), подключаемый к выпрямительному мосту (V1/V4) через замкнутые контакты S3 переключателя, заряжается.
- Тиристор V9 закрыт, поэтому первичная обмотка трансформатора Т2 обесточена.
- При нажатии на клавишу S3 переключателя заряженный конденсатор (С1) подключается к электроду управления тиристора V9 с помощью переменного резистора R1.
- Далее разрядный электроток конденсатора открывает тиристор. На первичную обмотку трансформатора Т2 идет напряжение электросети.
- Во вторичной обмотке на трансформаторе появляется импульс тока.
Продолжительность импульса зависит от характеристик задающей время цепи R1/C1. Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1.
Для споттера годится любой тиристор, который рассчитан на напряжение 220 В и силу электротока в 50 А. Это же касается и диодного моста V5/V8. Трансформатор Т1 должен создавать на вторичных обмотках напряжение в 12 В. Вернуться к содержанию
Вернуться к оглавлениюИзготовление трансформатора

- Магнито-провод трансформатора набирайте из пластин Ш40, толщина данного набора должна составить 10 см.
- В первичной обмотке должно быть 200 витков качественного провода сечением 2,5 мм².
- Во вторичной обмотке – 7 витков шины либо изолированного провода сечением не меньше 50 мм².
- Соединительный заземляющий проводник для вторичной обмотки делается того же сечения и длиной не более 2-2,5 м.
От качественности изоляции обмоток трансформатора зависит ваша безопасность. Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани. Она должна быть пропитана лаком либо парафином.Вернуться к содержанию
Вернуться к оглавлениюСборка аппарата
Два основных элемента споттера – сварочный пистолет и силовой блок. Соединяются они кабелем. Сечение его должно быть не меньше 50 мм². Соединение производится при помощи быстрого силового разъема.
Корпус силового блока сделать самостоятельно довольно просто. Главное изготовить его под ваши условия применения. Вы можете сделать устройство переносным либо установить его на тележку. Дополнительно можно обустроить агрегат полками, кронштейнами для инструментов и пр.
Под пистолет можно использовать аналог для сварочного полуавтомата. Вмонтируйте в него латунную ось, имеющую наружную резьбу М10, для фиксации к рихтовочным устройствам (инопуллер либо обратный молоток). К ней прикрепите сварочный кабель. Его сечение должно быть не меньше 50 мм². На другой стороне кабеля должен быть силовой разъем для присоединения к споттеру.
Кабель для крепления массы тоже должен обладать быстрым разъемом, на другой его стороне смонтируйте контакт «крокодил» или привариваемый контакт. Кабель для массы должен иметь длину не менее 1,5 метра, рабочий кабель – 2,5 метра. Обратите внимание: если увеличить их длину, мощность будет теряться и приваривание ухудшится.Вернуться к содержанию
krasymavto.ru