Сварочный аппарат для ремонта авто
- , ,
| 190 ,10-190, 1,5-5,6,4 | 08:00, 79 | ||
| Mini -180, 180 | + 06:40, 487 | ||
| Aquaprom P40/6, 2300 | + 01:00, 4 | ||
| Aquaprom 20/6,2300 | + 01:00, 1 | ||
| Aquaprom 20/6,2300 | + 01:00, | ||
| 200, 10-200 , 4 | + 22:56, 30 | ||
| 250 ,10-250, 3-6, 6,7 | + 22:09, 18 | ||
| 160,10-160 , 1,5-4 ,5,7 | + 22:09, 42 | ||
| -1000, 20-63 | + 21:26, 23 | ||
| Energolux WMI-300, 300, 5. | + 20:50, 21 | ||
| avrora pro inter 200 ac/dc | 20:09, 14 | ||
| Champion DW180E 2 160 8.5 | + 19:20, 99 | ||
| Forward 222 IGBT, 10 , 5.59 . . | + 19:00, 59 | ||
| -97210,20-210, 1,6-4,5,2 | + 18:59, 51 | ||
| Hitachi EW3500 5-160 1,6-4.0 | 18:50, 90 | ||
| 220, 10-220 , 5 | + 18:27, 28 | ||
| -165, 20-165 | + 17:50, 240 | ||
| -2000, 20-63 | + 17:30, 26 | ||
| 180, 10-180 , 3,2 | + 17:20, 77 | ||
| epo -165 | 16:51, 245 | ||
| Forward 201 mini IGBT. 4.2 . . | + 16:40, 74 | ||
| Aquaprom P40/6, 2300 | + 16:21, 1 | ||
| Aquaprom 20/6,2300 | + 16:21, 2 | ||
| Greenmax LTW-190B,5,5, 2,5/, 25 | + 16:21, 17 | ||
| Forward 160 miniMOS. 160. 1.6-3.2 | + 16:21, 3 | ||
| Energolux WMI 250, 20-250, 1,6-5 | + 16:21, 6 | ||
| Forward 252 IGBT,10-250 , 1,6-5,6,2 | + 16:21, 10 | ||
| Forward 161 mini IGBT,10-160, 1,6-4,5 | + 16:21, 11 | ||
| Itech 800,800-20-63 | + 16:20, 23 | ||
| Quattro Elementi I-MIG 165. | 16:04, 83 | ||
| -97210, 20-210, 1,6-4, 5,2 | + 16:04, 34 | ||
| Forward-200, 60-200, 2-4, 23 | + 16:04, 32 | ||
| 250 , 250 | 16:04, 84 | ||
| NEXT-200, 200. . 2 | 16:03, 143 | ||
| Aquaprom 20-32 , 1,5 | 16:03, 550 | ||
| Energolux WMI 200 . | 16:02, 234 | ||
| Sturm! AW97I25SMC, 250 . IGBT | 16:02, 503 | ||
| Greenmax LTW-190B,5,5, 2,5/, 25 | + 15:51, 2 | ||
| -3 5 | + 15:51, 31 | ||
| 190, 140 | 15:51, 174 | ||
| Sturm AW97I119, 190 . .160-250 | 15:50, 146 | ||
| Wester TIG 200 10-200A 120-260B 70% 1.6-5.0 | 15:41, 54 | ||
| Prorab Forward 1600 IGBT, 160 | 15:41, 55 | ||
| -135, 10-110 | + 15:31, 149 | ||
| 250 ,10-250 , 1,5-6 | + 15:30, 82 | ||
| -200,30-200 | + | ||
| -160, 55-160, 1,6-3,2 | + 15:10, 67 | ||
| kit-20 Quattro Element 200 . | 15:02, 32 | ||
| Elitech 220 (4800, 180, 80%) | + 15:02, 97 | ||
| -97230, 230 , | 15:01, 272 |
www.farpost.ru
Какой сварочный аппарат. По случаю Компакт 145
Какой выбрать сварочный аппарат. Этим вопросом задаются многие начинающие ремонтники и мы часто идём через ошибки. Я тоже ошибся при выборе своего первого сварочника. Общее заблуждение наверное такое – выбрать то, что по-проще (подешевле) и обойтись без покупки “всяких там балонов с газом”.По такому принципу и покупают сварку “на электродах”.Это ошибка. Лично я начинал с того, что приобрёл сварочный аппарат хорошей фирмы Nordik. Варит электродами.Но он стоит без дела уже не первый год.Мой первый опыт сварщика – это попытка варить им переднюю стойку на своей машине Москвич 2141. Вместо старого металла – вварил толстый уголок и “обернул” его металом. Проблемы начались при сварке более тонкого метала. Уголок варил электродом 2.5мм, а другие места довольно тонкими электродами “двоечка”. Нахватался зайчиков, намучился с регулировками – и результата желаемого не получил. Тонкий метал у меня всё равно прожигается. Кроме того, работа очень трудоёмкая. Особенно проблематично через сильно затемнённую маску попадать электродом в нужную точку, кроме того, очень плохо зажигается дуга на метале со следами ржавчины и т.д. Первые разы просто мучился.Наверное у меня мало опыта и электроды у меня не те.Была вторая попытка применения этого сварочного аппарата – занимался ремонтом низа дверей на своей машине. Получилось очень грубо и с дырками.
Задался целью найти тонкие, самые лучшие электроды толщиной 1.2мм или 1.0мм. Такие нашёл (2006год). Попробовал ими варить – всё равно сварка неаккуратная и получается с дырками. Самое неприятное – если метал прожигаешь насквозь – то не можешь заварить эти маленькие дырки. Сможешь, если “сожжёшь” себе все глаза.Сделал вывод для себя самого -что для автодела такие сварочные аппараты не годятся. Они предназначены скорее для дачных дел, для сварки уголков забора, для приваривания толстого метала к толстому. Для работы с тонким металом они не годятся. На машине обычно приходится варить метал толщиной 08-09 мм. Это всё-таки тонкий метал.Ошибка номер 2 при выборе типа сварочника. Пренебрежение возможностью абсолютно “за недорого ” приобрести обычную газосварку. Это приобретение комплекта двух баллонов (с ацетиленом и кислородом), приобретение шлангов и газовой горелки с соплом номер “двойка” и “тройка”.Всё это не обязательно где то покупать, бывают случаи, когда такую газосварку удаётся приобрести просто “в дар”. Пусть баллоны будут просроченными и пустыми – это не страшно. Их придётся обменять на пунктах “заправки и обмена” на заправленные и аттестованные с доплатой. Доплата будет за переаттестацию старых, просроченных баллонов.Мне с приобретением газосварки не повезло – она мне обошлась очень дорого. Я зачем то покупал новые дорогие баллоны по 5литров, которые для больших дел оказались не практичны. Купил в магазине новые и тут же обменял их на старые, но заправленные. По другому никак. Приёмщики были очень довольны.Позже Мне пришлось перейти на большие стандартные балоны по 50 (?) литров.
Как сэкономить на приобретении малых баллонов (5 литров и 10 литров). Найти два никому не нужных старых баллона, отвезти их на пункт обмена и обменять их с доплатой на маленькие. Вас никто не спросит профессиональный вы сварщик или просто частное лицо. Взамен получите два полностью заправленных маленьких баллона (ацетилен+ кислород). По крайней мере так я поступил позже. Надо поискать такую фирму.
Даже сейчас считаю, что такое приобретение газосварки полезно каждому начинающему сварщику.Все соседи по гаражам станут вашими хорошими знакомыми – всем когда-нибудь понадобится отвернуть “закисший болт”, нагреть прикепевшую гайку и т.д.Кроме того, это универсальная сварка, чтобы про неё плохого не говорили. Хотя у неё есть свои минусы.От газосварки “ведёт” тонкий метал (метал после сварки может иметь волны). Кроме того, она варит только тогда, когда метал нагрелся до состояния “плавится” и поэтому меняется структура самого метала. Он после газосварки более подвержен коррозии.Зато газосваркой можно пользоваться во разных случаях :- Откручивать закипевшие болты-гайки (говорили)- Подгонять и изгибать любые трубы между глушителем и резонатором …- Возможна пайка любых предметов от чайника до радиатора. Используется порошок бура и специальный медный припой в виде прутков. Пробовал так же медным припоем заплавлять маленькие дырки на машине.- Можно ею вполне успешно пользоваться в неответственных местах. Мне газосварка очень нравится для сваривания полос металла “по их кромке”. Быстро и всегда аккуратно. Например иногда её использую для герметичного сваривания соединения трёх слоёв металла. Это низ порога (соединение порог-усилитель-короб).- Можно разогреть например венец для насадки на маховик т.д.- Ею “снимаются” прикипевшие шаровые и шкворня…- Можно готовить и закаливать под свои нужды различные инструменты и приспособления.
Ради объективности стоит признать, что газосваркой так и не овладел в полной мере. Например, не смогу сделать заплатку на двери размером в 10 см. Т.е наложить новый метал и приварить его без заметных швов и, главное, без искривления наружной панели двери. А такой возможно, я сам видел такую работу. Мне ставили заплатку на дверь, не разбирая внутренней пластиковой обшивки.Получалось без искривлений и без заметных швов.
Сейчас я чайники редко паяю, газосварку применяю не часто. Газ сильно подорожал (более 1000р за ацетилен) и стараюсь баллоны пореже заправлять.
Но они у меня всегда в наличии. Газ выручал неоднократно. Сейчас основное использование газосварки для меня это—обжигание старой мастики и антикора на ремонтируемой машине. Не обязательно перегревать метал, надо просто нагреть мастику или антикор “с обратной стороны” металла. Тогда она легко слезает слоями. Такое снятие антикора намного удобнее, чем счистка его кругами болгарки и т.д.Ещё поользуюсь газосварой когда надо подогнать “трудноподгоняемый ” толстый металл. При нагреве он начинает принимать нужную форму.
С газосваркой приблизительно разобрались.Теперь о том, что действительно необходимо для сварщика, который собирается ремонтировать машины.К этому приобретению вы всё равно придёте.……………Для ремонта авто предётся приобрести полуавтомат на проволоке и углекислом газе. Недорогая газосварка у вас останется для нагрева гнутого, битого металла, отогреввсего закисшего, для закалки и изготовления инструмента, для пайки медным припоем с бурой, для варки старого глушителя и ещё для десятка дел…
Cварочный аппарат типа полуавтомат это аппарат, подающий проволоку с нужной скоростью (регулируется) и подающий вместе с проволокой углекислый газ в зону сварки. Он идеально подходит для авторемонта. Метал не окисляется. Проволока “через электрическую дугу плавится ” и попадает на место сварки. Идеальный потому, что практически универсален по работе с разной толщиной металла, доступен и прост в использовании. Когда я начинал интересоваться “а не трудно ли им варить? ” мне объясняли, что им пользоваться может даже ребёнок. В принципе, так оно и есть.Почему не упоминаю про плазменную сварку и про сварку с применением воды. Никогда таких аппаратов не имел и никогда не пользовался.Так же пугает их стоимость. Мы всё-таки берём аппарат для авторемонта, а не для того, чтобы испытывать возможности аппаратата. Нам надо варить металл толщиной 0.7-2.0 мм и полуавтомата для этого вполне достаточно. Аллюминивые головки блока или чугунные выпускные коллекоры мы варить не планируем.Метал от полуавтомата не перегревается, сварка очень аккуратная, имеется возможность тонких регулировок – вплоть до заваривания минимальных (1мм) трещин и сквозных отверстий.Мне от друзей достался старинный сварочный полуавтомат под названием ” Компакт 145″ 1993 года выпуск. Другого у меня не было и поэтому не имел возможности сравнивать его качество с другими. Когда он сломался, хотел покупать что то новой. Но не стал этого делать.Прежний хозяин сказал, что Компакт участвовал в своё время на выставке и был признан одним из лучших (варил лезвие бритвы). Легенду эту не проверял, но решил свой полуавтомат восстанавливать (перестал работать мотор который тянет проволоку).Пока мой аппарат был в ремонте брал во временное пользование у знакомого сварочный полуатомат Кельвин.Чем мне например не понравился Тельвин. Своей одной очень неудобной функцией. При приближении проволоки к поверхности происходит автоматическое включение дуги (как будто сделано для удобства). Но это не нужно для ведения аккуратной аккуратной сварки (например, варим заднюю арку и не пытаемся проволокой попадать “куда попало”). Примеры как варил арки на разные машины есть на сайте.Иногда же , наоборот, требуется проволоку поместить в отверстие и и только после этого начать это отверстие заваривать, самостоятельно нажав на кнопку “пуск”. Впрочем мастера такую функцию умудряются как то отключать. Не понравился, потому, что в своей линейке он не самый дорогой (6-8т.р) и поэтому имеет мало ручных настроек. Два режима: сильный ток – слабый ток и режим 1-2. Ещё, может быть, не понравится его короткий провод “массы” (хотя его легко нарастить самому). Лучше его сделать чуть длиннее чем сам “рукав” (из которого выходят проволока и углекислый газ). Чем прямее будет натянут рукав, тем ровнее всегда будет сварка (проволока всегда идёт равномерно и легко). На моём российском режимов по-больше. Пока фото и Тельвина и какого то старинного Ставропольского (оказался с неплавными настройками). Не стал их отмывать ради фото сессии. Тельвин – абсолютно “рабочий вариант”, но хуже чем мой, который пока на ремонте. Дальше, по логике развития сюжета, должно быть показано фото моего аппарата.………..У меня сломался мой основной сварочник российской сборки 1992года выпуска (фото позже). Я бросил все силы на его восстановление. Аппаратом полуавтомат “Tельвин”, которым я сейчас временно пользуюсь мне не нравится, хотя он дороже и современнее. На примере моего старого попытаюсь объяснить свой выбор.Тем более, что он, по разговорам, побывал когда то на выставке, где сваривал два лезвия бритвы (в демонстрационных целях). Обо всём этом возможно чуть позже.
На моём российском режимов по-больше. Пока фото и Тельвина и какого то старинного Ставропольского (оказался с неплавными настройками). Не стал их отмывать ради фото сессии. Тельвин – абсолютно “рабочий вариант”, но хуже чем мой, который пока на ремонте. Дальше, по логике развития сюжета, должно быть показано фото моего аппарата.………..У меня сломался мой основной сварочник российской сборки 1992года выпуска (фото позже). Я бросил все силы на его восстановление. Аппаратом полуавтомат “Tельвин”, которым я сейчас временно пользуюсь мне не нравится, хотя он дороже и современнее. На примере моего старого попытаюсь объяснить свой выбор.Тем более, что он, по разговорам, побывал когда то на выставке, где сваривал два лезвия бритвы (в демонстрационных целях). Обо всём этом возможно чуть позже.
Позже продолжим.Пока не забыли- при выборе полувтомата обязательно надо посмотреть на длину рукава – полтора метра это не серьёзно. Это как болгарка с коротким проводом. На болгарке можно его нарастить, а на полуавтомате можно только купить новый. Я покупал отдельно длинный рукав для удобства в работе за 3 т.р. Лучше это обстоятельство сразу учесть при выборе своей покупки.………добавлено. Так получается, что возвращаюсь к добавлению не скоро. Фото моего старинного сварочника Полуавтомат сварочный Компакт-145 Так много хотел написать про него и не собрался.Хорошее дополнение – зачем столько болгарок. Пусть они недорогие и быстро ломаются. Но, их много.каждая для своего дела . Самой маленькой подтачиваю мелочи и затачиваю свёрла. От точильного станка отказался, затачиваю свёрла не отходя от машины – попробуте научиться так делать и вам понравится.Одна из интересных историй про этот очень простой сварочник. Простой потому, что двигатель для проволоки это мотор стеклоочистителя от жигулей.Один раз у меня сломалась электронная регулировка подачи проволоки ( скорость перестала регулироваться) Нашлось оригинальное решение, правда не мной.Вместо целого блока электроники мы поставили блок плавной регулировки яркости освещения табло и освещения салона от машины ВАЗ 09.
Так много хотел написать про него и не собрался.Хорошее дополнение – зачем столько болгарок. Пусть они недорогие и быстро ломаются. Но, их много.каждая для своего дела . Самой маленькой подтачиваю мелочи и затачиваю свёрла. От точильного станка отказался, затачиваю свёрла не отходя от машины – попробуте научиться так делать и вам понравится.Одна из интересных историй про этот очень простой сварочник. Простой потому, что двигатель для проволоки это мотор стеклоочистителя от жигулей.Один раз у меня сломалась электронная регулировка подачи проволоки ( скорость перестала регулироваться) Нашлось оригинальное решение, правда не мной.Вместо целого блока электроники мы поставили блок плавной регулировки яркости освещения табло и освещения салона от машины ВАЗ 09.
В очередной раз порадовался за свой сварочный полуавтомат.

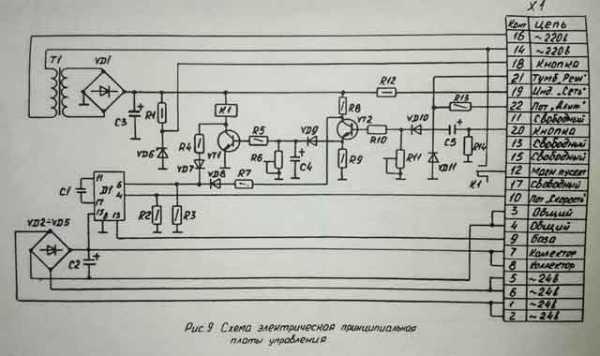
Электрическая схема Компакт 145


Похожие записи
- Выбор компрессора
sergius41.ru
Сварочный аппарат для кузовного ремонта
При необходимости ремонта кузова в большинстве автомастерских применяется полуавтоматический сварочный аппарат для кузовного ремонта. Такие агрегаты варят в газовой среде, для сварки используется проволока. Это оптимальный выбор для работ с тонким листовым металлом.

Существует два основных способа сварки: MAG и MIG. Что же данные аббревиатуры означают?
- «Metal Active Gas» – сварка производится в среде активного газа, т. е. углекислого.
- «Metal Inert Gas» – сваривание в среде инертного газа, например, аргона, либо смеси газов.
Существует также комбинированный способ MAG/MIG. При его использовании электродуга горит между расплавляющейся проволокой и металлом при постоянном электротоке. В процессе работ подающийся горелкой газ защищает место сваривания от кислорода, являющегося мощным окислителем.
Вернуться к оглавлениюЧто учесть, приобретая агрегат?
Есть несколько разновидностей сварочных аппаратов:
- бытовой;
- полупрофессиональный;
- профессиональный.
Разделение основано на характеристиках электротока и источника питания.
- Бытовой агрегат выдаст до 200 А.
- Полупрофессиональный аппарат создаст до 300 А.
- Профессиональное устройство даст свыше 300 А.
Главные элементы сварочного полуавтомата:
- источник питания в корпусе;
- блок управления током и скоростью подачи проволоки;
- рукава для пропускания газа и проволоки;
- горелка;
- зажим массы.
Для работы вам также понадобится баллон с газом и бобина с проволокой. Расходные материалы необходимо приобретать отдельно. Сделать это можно в любом специализированном магазине.
Вернуться к оглавлениюОсобенности аппаратов
Все сварочные агрегаты разделяются по источнику питания и могут быть:
- трансформатором;
- выпрямителем;
- инвертором.
От типа источника питания зависят масса, размеры устройства и, конечно, цена. Наиболее совершенные, современные, но и дорогостоящие – инверторные сварочные полуавтоматы.
Механизм, подающий проволоку, может быть трех типов.
- Толкающий – привод подачи расположен в корпусе агрегата, он толкает проволоку в шланг и горелку.
- Тянущий – привод размещен в рукояти горелки.
- Толкающе-тянущий – 2 привода подачи: первый – в корпусе аппарата, второй – в рукояти горелки. Такой механизм применяется, если длина шланга с горелкой большая.
Об основных сварочных элементах

Бобина с сварочной проволокой диаметром 0,6-2 мм ставится в аппарат. Проволоку пропускают через устройство подмотки в рукав, на нем фиксируется горелка. Газовый баллон подсоединяют к особой трубке, подающей газ по рукаву к свариваемому участку.
Чтобы обходиться при сваривании без газа, можно использовать особую порошковую проволоку. Это такая трубочка, внутри которой находится флюсовый порошок. В процессе сгорания в электродуге порошок создает газовую среду, которая пресекает контакт металла и кислорода.
Применяя флюсовый материал, следует менять полярность для подключения горелки. Сделать это можно, как правило, внутри корпуса, в отделении с подающим блоком. Практически все современные модели сварочных полуавтоматов оборудуются системой смены режимов Gas/No Gas.
Основные типы проволоки, используемой при полуавтоматическом сваривании:
- обычная стальная;
- из стали-нержавейки;
- алюминиевая.
Стальную проволоку лучше всего использовать для ремонта кузова, покрытого медной пленкой. В этом случае улучшается электроконтакт с горелкой, создается меньшая пульсация тока, следовательно, шов становится более качественным. Что касается горелки, то она может обладать со сварочным аппаратом неразъемным соединением либо подсоединяться к нему через особый разъем. В профессиональных агрегатах используется именно разъемное соединение.
krasymavto.ru
Виды сварочных аппаратов для автосервиса
Сварочный аппарат присутствует на любом автосервисе. Без него никуда. Сварка не всегда применяется непосредственно в ремонте автомобиля, но как вспомогательное оборудование она необходима.Сварочный аппарат присутствует на любом автосервисе. Без него никуда. Сварка не всегда применяется непосредственно в ремонте автомобиля, но как вспомогательное оборудование она необходима. Сегодня в промышленности применяется множество видов сварки. Для каждого вида работ можно найти наиболее оптимальный вариант. Какие сварочные аппараты чаще всего применяются в автосервисе и почему? Попробуем разобраться. Для начала поговорим в принципе о том, какие виды сварки применяются сегодня в автомобилестроении и в автомобильном ремонте.
MAG/MIG
Этой аббревиатурой обозначается полуавтоматическая сварка с непрерывной подачей плавящегося электрода. Сварка происходит в среде защитного активного газа. С помощью специальной горелки в зону сварки постоянно подается сварочный материал (электрод) и осуществляется подача потока защитного газа (углекислоты) для защиты формируемого сварочного шва от атмосферных «загрязнений». MAG-сварка широко применяется при ремонте стальных деталей. Есть ещё одна разновидность этого вида – MIG - сварка. Сам по себе сварочный аппарат принципиально не отличается от предыдущего. Тот же самый полуавтомат. Разница только в том, что в среду сварки подается инертный газ, чаще всего аргон или его смеси.
Пайка
Этот вид сварки получил широкое распространение в кузовном ремонте. Пайка осуществляется твердым припоем в инертном газе. Применение метода сварки-пайки и его суть идентичны с MIG/MAG-сваркой, но у пайки есть ряд преимуществ при работе с гальванизированными сталями. Полуавтоматическое оборудование для сварки-пайки обеспечивает целостность цинкового защитного покрытия стального листа за счет специального материала проволоки и возможности работы при низких токах. Это идеальный метод для работы с деталями, которые выполнены из стальных листов: гальванизированных и без покрытия, листов из нержавеющей стали.
Аргонно-дуговая
Этот вид сварки пришел в гражданскую жизнь из космической отрасли. Аргонно-дуговой метод применяется для глубокой сварки алюминия. К тщательно подготовленной поверхности ремонтируемой детали подается присадочная проволока соответствующей марки и диаметра. Кромки свариваемой поверхности и проволока расплавляются дугой, которая горит между ремонтируемой деталью и неплавящимся вольфрамовым (цирконий-вольфрамовым) электродом. Мастер контролирует качество сварочного шва, наблюдая «сварочную ванну» (расплавленный в процессе сварки металл). Подаваемый аргон защищает место сварки от воздействия окружающего воздуха. В последнее время этот метод ремонта пользуется все более высоким спросом на станциях технического обслуживания. В частности, только с помощью аргонно-дуговой сварки можно отремонтировать тяжелые повреждения в узлах, которые не несут больших динамических нагрузок - трещины алюминиевых блоков цилиндров, повреждения радиаторов, глушителей, деталей кузова и так далее.
Споттер
Точечная сварка давно и активно применяется в автомобилестроении. На конвейерах с помощью точечной и роликовой сварки соединяют детали кузова. Не удивительно, что точечная сварка нашла широкое применение и в авторемонте. Однако для работы на СТО применяется лишь один тип аппаратов для точечной сварки – споттер. Причем чаще всего споттер используется вовсе не для соединения листов металла, а для правки вмятин и повреждений без выстукивания. (Более подробно об этом методе мы поговорим далее).
Hi-Tech
Последние разработки в этой области – аппараты, которые позволяют восстановить качество кузова, сравнимое с заводским. Один из наиболее удачных примеров таких решений – многофункциональный инверторный аппарат контактной сварки Midi-Spot 9000 (CELETTE – Франция). «Обратная связь» между сварочным узлом и блоком питания посредством встроенного микропроцессора позволяет анализировать в режиме реального времени состояние места сварки: толщину свариваемых деталей, степень их загрязненности, наличие краски, клея, автоматически проводить настройку необходимых режимов и контролировать качество сварного соединения.
Изюминкой новых аппаратов стала обновляемая база данных рекомендованных режимов сварки на ММС-карте. Производители сварочной техники записывают в память машины оптимальные режимы (программы) сварки для того или иного элемента различных моделей авто. Эти программы могут быть вызваны и/или скорректированы оператором по технологическим картам сварки, в зависимости от требуемого режима работы с тем или иным материалом в данных условиях. Итак, полезными в авторемонте могут быть любые из перечисленных выше методов сварки. Но по словам, продавцов автосервисного оборудования, представители автосервисов не стремятся к такому разнообразию.
«Сегодня наиболее востребованными видами сварочных аппаратов на станциях технического обслуживания были и остаются полуавтоматы для MAG-сварки. Это наиболее доступный и наиболее оптимальный вариант для слесарного участка и для небольшого кузовного цеха», – рассказывает менеджер компании «Техноэкспорт» Василий Чиркин.
По словам представителя компании «Техноэкспорт», главная причина такой популярности – доступность, высокая производительность и практичность такого сварочного аппарата. Однако в последнее время из-за сложности применяемых в автомобилестроении сплавов далеко не всегда можно обойтись обычным сварочным полуавтоматом.
«Раньше алюминиевыми деталями кузова «грешила» только компания Audi. Сегодня же это повсеместное явление, - отмечает генеральный директор компании «Адэкс-Сервис» Вячеслав Афанасьев, - очень многие производители начали применять в своих кузовах элементы алюминия. Это сильно усложняет процесс сварки и повышает требования к оборудованию. Есть информация о том, что начиная со следующего года та же Audi намерена требовать от своих дилеров создания на сервис-центре специализированного поста сварки, который должен быть выделен из общей ремонтной зоны, укомплектован более сложной системой вытяжки и температурного контроля».
Продавцы автосервисного оборудования, формируя ассортимент сварочного оборудования, отдают предпочтение итальянским маркам. Сегодня эти сварочные аппараты наиболее адекватны по соотношению «цена-качество». Российские производители до последнего времени удерживали некоторую долю на этом рынке, но по словам Василия Чиркина, сегодня у многих российских предприятий попросту не осталось конкурентных преимуществ: «К сожалению для отечественного производителя, сегодня российские сварочные аппараты не выдерживают конкуренции с оборудованием европейского производства. В Сибири есть несколько заводов, которые выпускают сварочные аппараты. Наша компания даже представляла на рынке их продукцию в течение нескольких лет. Однако в последние годы стоимость этих аппаратов практически сравнялась с ценой на итальянскую «сварку», а их качество при этом осталось на том же уровне. Если итальянский аппарат можно продать и забыть про него на несколько лет, то с российским обязательно что-то случится. В итоге спрос на российские полуавтоматы постепенно снизился, и мы отказались от их продажи».
Вторая технология, получившая массовое применение в авторемонте, по словам Вячеслава Афанасьева, – это точечная сварка споттером.
«Споттер незаменим при правке повреждений полостей кузова, где невозможно воздействовать на повреждение с обратной стороны. С его помощью к поврежденной поверхности приваривается крючок или гвоздь, за который с помощью обратного молотка можно выправить вмятину. Кроме того, споттер позволяет произвести локальный нагрев небольших вмятин крыши или капота. В комплекте с аппаратом поставляются графитовые нагреватели, с помощью которых можно нагреть поврежденную область и выправить её даже без применения ударного инструмента», – заявляет директор компании «АДЭКС-Сервис».
Кстати, в комплекте со споттером можно приобрести клещи и получить полноценный точечный полуавтомат для сварки больших листов железа. Большинство современных споттеров имеют микропроцессорное управление, которое не допускает перегрева ремонтируемых поверхностей.
Споттеры бывают разные. Самые доступные трансформаторные модели (с трансформатором однофазного пере-менного тока) малоэффективны при работе с кузовными деталями из оцинкованной стали и с панелями кузова, имеющими высокую ударную прочность. Автопроизводители не рекомендуют использовать такое оборудование в ремонте.
Наиболее современная технология сварки – инверторная. Она позволяет получить ток высокой частоты 2000 Гц, что, в свою очередь, заметно снижает вес и размеры трансформатора. Но главное отличие инвертора – не мощность и компактность, а высокое качество сварного соединения. Такие аппараты могут работать практически с любыми металлами, используемыми в автомобилестроении. Уже сегодня, учитывая быстро изменяющуюся структуру автомобильного парка в Сибири, инверторные сварочные аппараты становятся необходимым инструментом полноценного кузовного цеха. Инверторные сварочные аппараты и многофункциональные сварочные комплексы на их основе сегодня предлагают многие производители, но законодателями моды, как и в области MIG/MAG сварки считаются, главным образом, итальянские фирмы
automediapro.ru








