Изготовление деталей путем литья в формы из силикона. Литье из пластика
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях / Блог компании Top 3D Shop / Хабр
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель. Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид. Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
• Сплошная заливка
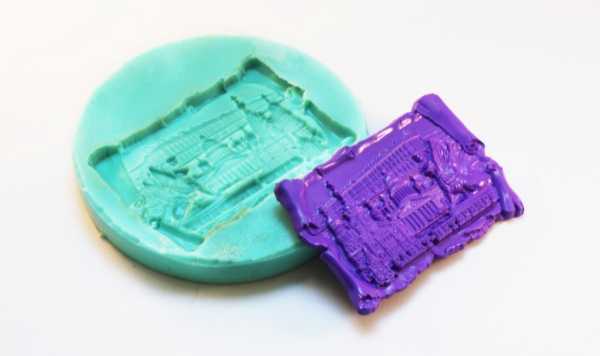
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма

Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели. Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30 Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями. Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40 Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40 Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40 Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами. Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач. Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые: Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование: Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим: Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K. Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся: • Платиновый силикон Mold Star 30 • Заливочный полиуретан Smooth-Cast 300 • Лак для 3D-моделей XTC-3D • Упаковка виниловых перчаток • Несколько одноразовых пластиковых стаканчиков • Емкости для смешивания • Термоклеевой пистолет • Материал для опалубки (пластиковые панели) • Скульптурная глина • Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.

Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости. После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.

Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

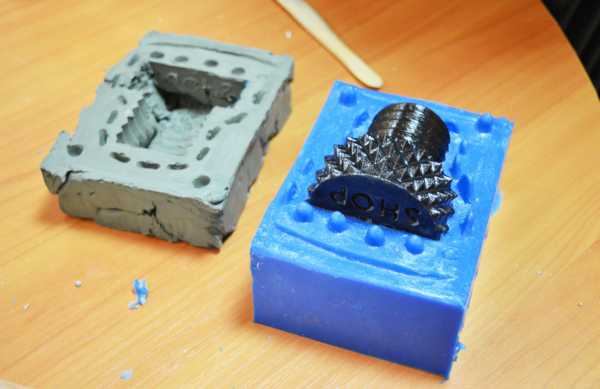
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.

Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.

Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью. Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.

habr.com
Литье пластиковых изделий – особенности технологии
 Сегодня в мире более двух третей штучных и серийных изделий изготавливают из различных пластмасс. Вес деталей может быть от десятых долей грамма до нескольких тонн. Ассортимент еще более обширный – от элементов, используемых в микропроцессорной технике, до монолитных конструкций и частей сооружений.
Сегодня в мире более двух третей штучных и серийных изделий изготавливают из различных пластмасс. Вес деталей может быть от десятых долей грамма до нескольких тонн. Ассортимент еще более обширный – от элементов, используемых в микропроцессорной технике, до монолитных конструкций и частей сооружений.
Литье пластиков под давлением является наиболее распространенной и самой эффективной технологией, которая широко применяется в наше время.
Описание технологии и суть литья под давлением
Литье пластиковых изделий под давлением – технология, позволяющая добиться высокой точности получаемых элементов вне зависимости от сложности конфигурации и других конструктивных параметров.
Технологический процесс представляет собой отдельный вид переработки исходного сырья, которое расплавляется до необходимой консистенции и впрыскивается под определенным давлением в специальную пресс-форму, где затем происходит охлаждение состава.
Как происходит сам процесс? Если применить условную схему этапов технологии, то они выглядят примерно так:
- подготовительная стадия. На этом этапе разрабатывается рецептура будущего состава, рассчитываются пропорции материалов, которые будут составлять исходное сырье. В зависимости от свойств, которыми должно будет обладать конечное вещество, состав и массовые доли компонентов будут различаться. На этой стадии происходит добавление красителей, сушка и смешивание всех ингредиентов будущего сырья;
- наладка оборудования. Специальные автоматы для литья пластика настраиваются операторами, в них вводятся программы литья и происходит закрепление пресс-форм;
- этап загрузки. В это время происходит загрузка в бункеры заранее подготовленного сырья в необходимом объеме для осуществления литья;
- процесс отливки. Прежде, чем сырье сможет поступать в пресс-форму по специальным каналам (литниках), его необходимо нагреть до необходимой температуры. После этого, методом прямого впрыска под давлением масса попадает в форму и быстро ее заполняет;
- завершающий этап. После заполнения формы, пластик начинает остывать. Сначала температура массы снижается в области стенок, а затем и по всему объему. Происходит кристаллизация. Затем готовое изделие извлекается из автомата и проходит дальнейшую механическую обработку, где освобождается от остаточных элементов литья.
Приведенные стадии далеко не полностью описывают подробности, а лишь дают поверхностное представление о том, что такое литье пластиков.

Разновидности литья
На сегодняшний день существует несколько основных методов, в основе которых лежит технология литья под давлением. Каждый из способов отличается конструктивными особенностями оборудования, масштабами и некоторыми технологическими нюансами.
Наиболее распространенными методами с использованием давления являются:
- инжекционный способ. Суть процесса заключается в подаче определенной массы вещества под давлением в 100-200 МПа в специальную форму. Сам процесс занимает считанные секунды. Неоспоримым преимуществом такого способа является возможность получения готовых изделий различной конфигурации с любой толщиной стенок. Метод считается наиболее массовой для мелкосерийного литья и крупных промышленных объемов;
- интрузионный способ. Основное отличие от предыдущего варианта – более низкое давление вещества. Разогретая масса поступает на специальный червячный механизм, при помощи которого попадает в форму. Сам червяк останавливается при полном заполнении необходимого объема, а затем время от времени добавляет массу, компенсируя естественную усадку пластика. Такой способ применяется для отливки изделий с толстыми стенками, благодаря постепенному заполнению формы. Конфигурация итоговых деталей или узлов должна быть максимально простой;
- инжекционно-газовый способ. Довольно новый метод, который еще полностью не изучен. Суть процесса состоит в том, что, как и при стандартом инжектировании под давлением, расплав попадает в форму. Только в данном случае она заполняется на 75-80%. Затем через специальные сопла внутрь попадает смесь газов (углекислый газ и азот). Подача может совершаться один раз или несколько, в зависимости от конкретного процесса и сложности получаемой детали. Благодаря воздействию смеси газов, разогретая пластическая масса более тщательно заполняет все конструктивные углубления в пресс-форме. После этого, газ удаляется через специальные каналы, а на место образовавшихся пустот впрыскивается дополнительная доза вещества. Преимуществами этого метода является снижение брака и существенных дефектов почти на 30%. Из недостатков стоит отметить очень сложное и дорогостоящее оборудование, точные расчеты всех процессов и тщательный контроль над всей процедурой;
- комбинированный способ. Его еще называют методом многокомпонентного литья. Несмотря на сложность и дороговизну, это единственный метод, при помощи которого можно получить детали с разделением по цветовой гамме или конструкции, изготовленные из различных полимеров – сердцевина детали будет из одного материала, а оболочка (периферийная часть) из другого.

Существуют и другие способы отливки пластиков при помощи давления, которые считают гибридными вариантами, полученные благодаря совмещению основных технологий.
Сегодня процессы литья могут быть полностью автоматизированы, но нередко встречаются линии с дополнительным использованием ручного труда – добавление в бункеры сырья, контроль над технологическим процессом отливки, извлечение готовых деталей из форм и их последующая обработка. Как правило, все крупные компании, выпускающие несколько однотипных деталей большими тиражами, имеют полностью автоматизированные линии производства с минимальным вмешательством человека.

Краткие итоги
Литье пластиковых изделий (оборудование и технология зависит от конкретного метода) считается наиболее экономически выгодным и максимально эффективным способом. Благодаря точным технологическим процессам и современным автоматическим машинам, можно наладить серийное изготовление изделий из пластика практически в неограниченном объеме. Выбор способа литья также сильно зависит от желаемого качества и конфигурации итогового образца.
polimerinfo.com
Домашнее литье пластмасс под давлением
Этот видео урок канала очумелецТВ о том, как осуществлять литье пластмассы в домашних условиях. Расплавленная пластмасса не бывает полностью в жидком состоянии. Это густая масса, поэтому её льют под давлением. Чтобы создать его, мастер сделал металлический шприц. Использовал сантехнический сгон. Поршень. Направляющая.
Твердая пресс-форма. Из эпоксидной смолы. Изготавливать винтовой барашек. В качестве сырья использовал полипропилен. От старого ящика. В домашних условиях лучше лить полипропилен и полиэтилен, так как эти пластмассы нетоксичные.

При нагревании они не выделяют вредных продуктов. Мелкие кусочки заполняем в шприц. Ставим в духовку она 220-240 градусов. Деталь простая, поэтому пластик не стоит сильно перегревать. Пока греется пластик будем собирать пресс-форму.
Сначала закрепим болт на нужное расстояние. Достаточно потянуть руками, здесь не нужен гаечный ключ. Давление не столь высоко. Чтобы болты не ходил туда сюда, используем крышечку. Материал дсп. Устанавливаем крышку и стягиваем гайками. В отверстие будем заливать пластик.
Прошло 30 минут. Одеваем специальные перчатки, достаем шприц. Быстренько накручиваем. Надавим, чтобы выдавить пластмассу. Устанавливаемых поверх пресс-формы. Давим. Выдерживаем определенное время. Необходимо держать под давлением, чтобы усадка была минимальная.Разберем форму и посмотрим, какое получилось изделие.


Видно, что всё пролилось. Извлекаем. Деталь получилась. Болт хорошо залился, сидит прочно. Выступы можно обрезать. Так можно делать литье полипропилена и др. в домашних условиях. Это самый примитивный кустарный способ. Чтобы можно было быстро и легко отлить изделие.
Изготовление пресс-формы
Далее смотрите видео о том, как сделать пресс-форму, чтобы лить пластмассу.
Станок для литья полипропилена
Автор канала ОумелецТВ показал изготовленный своими руками станок для домашнего литья пластмассы. Он электрический. Поршень ручной. Термостат для точного контроля температуры. На видео показана его испытания. Для этих целей он будет лить нейлон или полиамид. Есть еще одно название — капрон. Из нейлона обычно делают крестовины для стульев. Как раз такая нашлась у мастера, он её раскрошил. Перед применением кружку нужно просушить при температуре до 100 градусов. Это нужно делать в течение 2-4 часов.

Загрузим гранулы в станок. Установим 250 градусов. Это оптимальная температура для литья полиамида. Подождем, когда наберется необходимое градусы. Потом установим поршень. Станок вышел на оптимальный режим, индикаторная лампочка горит. Теперь нужно подождать 5 минут, чтобы пластик полностью прогрелся изнутри.
Полиамид нагрелся. Ставим его на пресс-форму. Вдавливаем. Делаем выдержку под давлением. Видно, что он залился. Дадим ему немного остыть. Теперь разбираем пресс-форму. Училась пластмассовое изделие. Как видите, усадки нет.
Станок для литья пластмассы дома
Далее видеоматериал, объясняющий, как изготовить станок для литья пластмассы. Что для этого потребуется в домашних кустарных условиях? Шток с поршнем. Труба на три четверти в качестве цилиндра. Полдюймовой переходник на 3/4 трубу. Штуцер, срезанный для удобства. Металлическая прокладка со слюдой для изоляции. Термостат. Он регулирует температуру до 350 градусов. Тен на 600 ватт. Две гайки и коробка для крепления термостата. Одеваем переходник. Закручиваем шайбу.Для того, чтобы нихром не сползал вниз.
 Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.
Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.

Крепим блок управления к шприцу. Затягиваем гайками. Термопары по длине достаточно. Теперь нужно закрепить. Слюда для предотвращения проскакивания термопары через керамические изоляторы. Для перематывания используется не просто нить, а кремнеземная. Она жаростойкая, то есть не горит, не плавится. Можно использовать асбестовый шнур. Но поскольку его не было в наличии у мастера, пришлось покупать кремнеземную.
Обматываем ТЭНом. Далее можно использовать минеральную вату или асбестовую ткань. Необходимо для избежания теплопотерь. Мастер использовал минвату от старой духовки. Алюминиевым проводом зафиксировал. Сборка закончена. Можно проводить испытания под давлением.
Выставляем термостат на 100 градусов. Посмотрим, как в этом режиме дома будет работать станок.
izobreteniya.net
Оборудование для литья пластмасс под давлением
Продукты из пластика занимают одну из главных ролей в жизни человека. Этот материал является незаменимым как на производстве, так и в обыденной жизни. Методика изготовления интересует многих людей, в частных домах все чаще появляется оборудование для литья пластмасс. Этот материал самый выгодный из многих вариантов производства. Он применяется для выполнения разной продукции, которая востребована в домашнем хозяйстве.
Что касается натуральных материалов, которые стоят очень дорого и довольно трудные в производстве, то пластиковые детали их со временем заменяют. Это происходит потому, что люди не думают о методике производства привычных и удобных в использовании продуктов.
Виды пластмасс и сырье
Для производства полимерных изделий эксплуатируются такие типы пластмасс:
- полиэтилен;
- полистирол;
- полиэтилентерефталат;
- поливинилхлорид;
- полиэтилен высокого и низкого давления;
- полипропилен;
Качеством изготовления пластика является выбор сырья. Даже самое хорошее оборудование для литья пластмасс под давлением требует перенастройки при изменении изготовителя начального материала.
В противном случае качество произведенных изделий будет совершенно другое.
Методика изготовления
Алгоритм для реализации любых типов пластиковых продукций:
- образование однозначного химического состава;
- в среду полимеров вводится газ;
- полученной массе придают нужную отливку;
- установка конечной формы.
На начальном уровне разные компоненты смешиваются для того, чтобы получить пластическое вещество. После этого в полимер добавляется газ конкретным способом: либо введение быстрозакипающих веществ, либо механическое вспенивание.
Они исчезают при нагревании или введении под давлением газа. Методика изготовления зависит от вида полимера и изделий. Способов осуществления изделий из пластмасс имеется несколько:
- присутствие отливок – пластиковая масса превращается в жидкость и заливается в различные формы, аналогичные готовой продукции. Вследствие чего образуется довольно много предметов: посуда, канцтовары;
- термоформование;
- компрессионное формование – в процессе изготовления нужное число материала помещается в форму, половинки соединяются, а потом образуется готовая деталь;
- инкапсуляция;
- вакуумное формование – требуемые формы получают из листов пластика под разным давлением;
- формование наслаиванием;
- выдув – подогретая масса заливается в форму. Форма закрывается и наполняется воздухом. Полимер растекается по всей внутренней поверхности в равных количествах;
- экструзия – происходит размягчение массы и подавление ее через матрицу, которая образует требуемую форму;
- прессионное формование – заготовка сжимается внутри формы, лишний материал выходит через щели.
Оборудование для изготовления предметов из пластика
Чтобы производить пластиковую продукцию потребуется готовая технологическая линия или отдельный станок. Соорудить ее в домашних условиях сможет любой мастер.
Экструдеры – это огромный набор станков, способствующие производству вспененных и оконных профилей, труб и пластикового шифера, рукавных и листовых пленок, полимерных листов.
Главная структура станка – это экскудер. Линию экструзии составляет набор дополнительных механизмов. Изготовление работает в режиме автомат, он регулируется определенной программой.
Термопластавтомат – это станок для литья пластмассы под давлением. Заранее приготовленная масса походит в формы и подвергается охлаждению. В итоге образуется готовое штучное изделие.

Термопласт-автомат
На этих станках изготавливается около 75% всех пластмассовых изделий. Эта методика способствует образованию довольно трудных форм, которые подходят с точностью требуемым размерам. Оборудование имеет возможность работать со всеми видами этого материала.
В устройство агрегата входит привод, модуль подготовки материала, блок управления автомат и модуль закрывания и открывания форм. Оборудование для литья под давлением довольно дорогостоящее и включает в себя много инновационных решений.
Пресс для литья пластика
Специальное оборудование
Выдувные машины предназначены для изготовления полых сосудов, которые имеют утонченные стенки: бочки, канистры и бутылки.
Этот агрегат способствует подогреву материала и формованию выдувательным способом. Этот способ сочетается с литьем под давлением в одном инжекционно-выдувном станке. Экструзивно-выдувные станки соединяют следующие методики: экструзия и выдув.
В этом случае есть возможность изготавливать обширный выбор изделий, чем выдувные машины. Все процессы ведет контроль микропроцессор.
Классификация станков:
- по числу ручьев;
- по виду головок;
- по числу постов.
Настольный ручной пресс для литья пластмасс предназначен для изготовления среднего размера изделий небольшими партиями. Весит такой станок не больше 15 кг. Отлично помещается на столе.
Если приобретать его в магазине, то в некоторых случаях в комплект входит и сам стол. Настольный станок для литья пластмасс необходим для производства деталей новых конструкций в качестве эксперимента.

Настольный станок для литья пластмасс
Литье пластмассы в домашних условиях
Перед началом процесса необходимо подготовить площадь. Для такого оборудования, как мини ТПА отлично подойдет стол. Этот агрегат весит около 50 кг. Для такого станка потребуется 20% от максимальной электроэнергии за 10 часов работы.
К примеру, если мощность составляет 1,7 кВт, то за 10 часов потребуется 3,4 кВт. Станок предназначен для работы на одного человека. В процессе литья пластмассовых изделий необходимо выполнять все нормы техники безопасности и санитарии промышленности.
Чтобы произвести одно изделие, потребуется 40 секунд, то есть за час специалисты могут изготовить около 100 деталей.
Кроме этого, потребуется еще и дополнительное оборудование – это дробилка.

Дробилка для пластика
Мини-станок для литья пластмасс вводит массу сразу в деталь. Если полностью следовать инструкции и соблюдать все правила литья брака практически не бывает.
Часто мастера начинают домашнее производство с применения термопластов – материал непростой, требует к себе щепетильного отношения. Литье из этого материала подразумевает использование нескольких подготовительных этапов:
- тремопласт необходимо очисть от верхних слоев загрязнения;
- начинать плавление необходимо с небольших температур, повышая градусы на равное количество;
- для остывания формы необходимо применять резкий перепад температур.
Работать с таким материалом сложно, поэтому в домашних условиях лучше нанять помощника. Такое решение поможет равномерно провести все операции на станке, а также своевременно охладить изделие, не сломав стандартной формы.
Видео: Литье пластика под давлением
promzn.ru
Литье пластмасс в домашних условиях: общие сведения :: SYL.ru
Можно, конечно, при помощи порезки, поклейки или точения изготовить каждую деталь отдельно, однако это приведет к лишним затратам времени и сил, в то же время исключая получение абсолютно одинаковых частей.
Используемые предметы
Технология литья не требует от мастера применения каких-либо особых устройств и приспособлений, а в результате получаются точные копии отличного качества. Шаблонная модель для создания формы может быть изготовлена практически из любого материала (пластмасса в домашних условиях, гибкий металл, дерево любого качества, плотная бумага). Перед заливкой требуется обязательно пропитать её разделительным составом. Материалу, интенсивно впитывающему жидкость, нужно предварительно заполнить поры жидким воском, олифой или покрасить его.
Силиконовые формы
Чем меньше вязкость выбранного для создания формы силикона, тем лучше он будет обтекать все неровности шаблона. Соответственно, это даст более точный результат. Материал с показателем вязкости до 3000 cps используется как заливочный, а более высокая вязкость превращает его в обмазочный тип. На рынке достаточно широкий выбор сортов силикона, так что нет смысла сравнивать, какой лучше или хуже, ибо на эту процедуру потребуется много лишнего времени и сил. С уверенностью можно утверждать, что в качестве обмазочного средства очень неплохо подходит красный (термостойкий) автомобильный герметик, упрощающий литье пластмасс в домашних условиях.
Материалы для литья
Диапазон типов литьевых материалов, пожалуй, гораздо внушительней, нежели разнообразие силиконов. В этом ряду можно найти жидкий состав пластмасс, смолы эпоксидные, полиэфирные или простой гипс пополам с клеем ПВА. Из менее популярных веществ следует выделить различные легкоплавкие металлы, «холодную сварку», стоматологические смеси. Литье пластмасс в домашних условиях ставит процесс выбора материала в зависимость от двух характеристик: время жизни и вязкость. Интервал, на протяжении которого герметик сохраняет вязкость, определяет срок полезной работы с незатвердевшим предметом. В специальных фабричных установках он составляет до 2 минут, а в домашних условиях требуется больше 5. Если Вам не удаётся найти нужных литьевых материалов, то их всегда можно заменить обычной эпоксидной смолой. В качестве её источника служат магазины для авиамоделистов и для автолюбителей. Ее также можно найти в обычном хозяйственном центре.
Изготовление разрезной формы
Литье пластмасс в домашних условиях делает такой тип формы подходящим для заливки в неё специфически жидких пластиков (смол). Особенность её создания кроется в том, что первоначальная модель обмазывается силиконом со всех сторон, а после полного отверждения материала шаблон обрезается. Через него извлекается то, что было внутри (и будущие отливки). Для получения нужной формы накладывается герметик в несколько слоёв (толщиной 3 мм каждый). Просушка между слоями длится по 2 часа. Обмазывать лучше кисточкой. При наложении первого ряда нужно стараться пропитать все неровности во избежание появления воздушных пузырьков.
Процесс литья
Форма для литья должна быть чистой и сухой. Любые мелкие частицы смолы, которые остались от предыдущих процедур, нужно удалить. Если необходимо, составу можно поменять цвет при помощи капельки краски, но не на водной основе, поскольку жидкие пластмассы её не любят. Нет нужды заниматься дегазацией заливочной смеси, так как литье пластмасс в домашних условиях означает непродолжительность её жизни, а для вытяжки воздуха из небольшого объёма достаточно самостоятельного выведения пузырьков после заливки. Тщательно перемешайте компоненты, тонкой струйкой залейте их в отверстие шаблона. Состав должен заполнить полость и часть литьевого канала. В результате дегазации объём заливки уменьшится и она уйдёт из него.
www.syl.ru
Литье пластмасс в домашних условиях: изготовление деталей

Часто процесс эксплуатации различных изделий может привести к выходу из строя отдельных его пластиковых деталей – поломке или износу. Разрушение одного элемента влечет необходимость дорогостоящей замены целого узла или прибора. При этом существует возможность изготовления по образцу новой детали и восстановления работоспособности узла.

Одним из наиболее быстрых и точных видов получения изделий различной формы, содержащих те или иные части, является литье. О литье пластмасс сегодня и пойдет речь.
В отличие от производственного литья пластмассовых изделий, которое требует нагрева сырья до высоких температур, а так же создания большого давления при заполнении массой литьевой формы, в домашних условиях процесс выполняется значительно проще и не требует наличия специализированного оборудования.
В том случае, когда изделие имеет несколько одинаковых деталей, любая из сохранившихся может быть использована для последующего копирования. При единичности детали в механизме ее необходимо максимально приблизить до первоначального вида. Для этого отдельные части можно склеить любым подходящим клеем. Сточившиеся элементы детали можно восстановить, используя простой пластилин или холодную сварку.

Как изготовить форму для литья
После подготовки сломанной или изношенной детали к копированию приступаем к следующему этапу работы. Необходимо приготовить литейную форму. В нашем случае материалом для ее получения является специальный силикон. Он поставляется специализированными магазинами вместе со специальным веществом – катализатором, способствующим быстрому схватыванию массы. Кроме этого такой силикон отличает высокая вязкость, что препятствует образованию пузырьков воздуха, способных значительно ухудшить качество работы.
Чтобы изготовить подходящую литейную форму в домашних условиях, сделайте простейшую составную емкость, удобную для заливки силикона. Для этого возьмите кусок ровного картона и установите на него любой пластиковый цилиндр. При отсутствии подходящего варианта можно изготовить его из корпуса любого флакона от лекарств, моющих средств и других жидкостей. Во избежание выхода силикона из формы через щели между картоном и пластиковым корпусом, тщательно промажьте места стыка пластилином.
Приготовив приспособление для заливки, приступаем к изготовлению силиконовой смеси. Для этого на каждые 50 граммов жидкости необходимо добавить по 1 миллилитру катализатора. Не забудьте предварительно хорошо взболтать содержимое флакона с силиконом. Катализатор удобно отмерять простым медицинским шприцем без иглы, а основное вещество взвешивать в любой емкости на электронных весах, имеющих нужную градуировку. Получению необходимой консистенции поможет тщательное перемешивание смеси.
На дно литейной формы аккуратно уложите копируемую деталь так, чтобы она не касалась стенок сосуда и располагалась как можно ровнее. Дополнительной обработки поверхности детали, как правило, не требуется. После этого залейте готовую силиконовую массу и оставьте до полного застывания, которое происходит в течение 10 часов.

По истечении необходимого временного интервала аккуратно удаляем застывший силикон из формы, а из него копируемую деталь. После этого получаем упругую гладкую форму, готовую для дальнейшей работы.

Изготовление пластмассовой детали
Теперь можно переходить непосредственно к этапу изготовления пластиковой копии. Как отмечалось нами выше, домашний метод не требует каких-либо специализированных приспособлений для литья пластмасс. Предлагаем воспользоваться двухкомпонентным составом, который так же можно приобрести в специализированных магазинах, это могут быть жидкие пластмассы или эпоксидные смолы
Для получения необходимого состава для заливки литьевой формы необходимо смешать равное по массе количество каждого компонента. Советуем приготовить все инструменты и приспособления заранее. Это связано с достаточно быстрым схватыванием готовой смеси. Уже по истечении трех минут с момента смешивания вязкость состава значительно повышается и дальнейшее его использование становится невозможным.
Тщательно отмеренные компоненты перемешайте в любой удобной емкости и вылейте тонкой струйкой в подготовленную форму. Следите за равномерностью заполнения всего объема отливки и отсутствием пузырьков воздуха.

Окончательное застывание новой детали завершится примерно через час. После этого новое изделие необходимо аккуратно извлечь из формы. При необходимости поверхность копии может быть дополнительно обработана на наждачном круге, напильником или наждачной бумагой. Свойства используемого для работы материала близки к свойствам настоящих пластиков и не уступают многим из них по прочности.
Силикон, применяемый при изготовлении литейной формы достаточно долговечный и прочный материал. При аккуратном обращении с ним вполне можно изготовить несколько одинаковых деталей и получить хороший запас деталей, часто выходящих из строя.
Описанный нами способ и вид литьевой формы подходят для изготовления несложных деталей, не имеющих большого количества сложных элементов, расположенных под разными углами друг к другу. В противном случае возникает необходимость изготовления составных литейных форм, состоящих из двух половинок, изготавливаемых по отдельности. Изготовление литья в таких формах потребует обязательной дополнительной обработки готовой детали – зачистки литника, представляющего собой ободок, получаемый в месте стыка литьевых форм.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации - нам интересно ваше мнение :)
Статьи, которые Вам будут интересны:
nashakrepost.ru
Литье в силиконовые формы пластмасс, пластика и полиуретана
Литье пластмассы в форму из силикона – одна из технологий получения готовых пластмассовых изделий. Она отличается от промышленного производства малым количеством получаемого готового продукта. Мелкосерийное литье пластмасс является более дешевым (в сравнении с другими способами производства) и позволяет получать готовые изделия такого же вида, как оригинал.
Необходимые материалы
Заливка пластмассы в форму
Перед началом заливки, необходимо подготовить материалы, которые будут использоваться в процессе. В первую очередь нужно иметь силикон. Именно из него изготавливается форма, в которую в последующем будет заливаться пластмасса. Подойдет силиконовый герметик, отличающийся низкой стоимостью.
Однако для создания пластмассовых изделий лучше выбрать двухкомпонентный продукт. Такое вещество изначально производиться для изготовления формочек. Следует обратить особое внимание на вязкость материала – чем она меньше, тем лучше будет происходить заливка.
Материалом для заливки выступает пластмасса. При ее выборе нужно ориентироваться на срок работы и, как и в предыдущем случае, на параметр вязкости. Под сроком работы подразумевается время, в течение которого материал затвердеет и, соответственно, производить дальнейшие работы с ним станет невозможно. Для литья в домашних условиях необходимо подбирать продукт, затвердевающий не менее пяти минут (на больших производствах используются материалы, остывающие за две минуты).
Кроме вышеозначенных компонентов, понадобится также состав для разделения и пластилин. В случае использования двухкомпонентного силикона, состав необходим только для разделения половинок формочки. Пластилин же является строительным материалом.
Таким образом, перед тем как осуществлять литье полиуретана, нужно подготовить:
- силикон;
- саму пластмассу;
- состав для разделения;
- пластилин.
После того как все элементы будут собраны, можно начинать. Первый этап – создание силиконовой формочки, в которую будет вливаться материал.
Создание формы
Перед тем, как создавать формочку, следует убедиться в том, что все выбранные компоненты подходят. Так, силикон должен хорошо сниматься, в противном случае придется применять разделительный состав.
Время затвердевания пластмассы должно быть достаточным для проведения всех работ. После тщательной проверки можно начинать создание емкостей для литья в силиконовые формы. Если же пропустить этот подготовительный этап, можно испортить оригинал, копию которого нужно сделать.
Весь процесс создания силиконовой формочки состоит из следующих этапов:
- Необходимо подготовить плоскую поверхность. Далее по ней следует распределить пластилин (ровным слоем) и сильно вдавить в него деталь, копию которой нужно произвести.
- После следует хорошо придавить пластилин к вдавленной детали. Это позволит отпечататься на нем всем выпуклостям, которые есть у оригинала. Важна плотность прилегания пластилина к детали, поскольку при ее отсутствии силикон в будущем может затечь под него.
- Далее изготавливаются пластилиновые стенки (на расстоянии не менее пяти сантиметров от детали). В полу образовавшейся формы проделывается несколько несквозных отверстий.
- Следующий этап – приготовление силикона. Если он двухкомпонентный, необходимо смешать густую белую массу с катализатором в соотношении десять к одному. Делать это лучше в перчатках. Следует избегать попадания силикона на открытые участки тела.
- Готовый силикон заливается в ранее изготовленную емкость. Заливать вещество необходимо в медленном темпе. После того как емкость будет заполнена, следует дать веществу остыть. В зависимости от вида силикона, это может занять от десяти минут до часа.
- Когда вещество засохнет, необходимо снять с него весь пластилин. Сначала удаляются стенки, после этого пол.
- После приготовления первой части формочки, необходимо создать вторую. Для этого следует поставить готовую половину на плоскую поверхность и построить стенки из пластилина, которые должны возвышаться над готовой деталью не менее чем на пять миллиметров. После этого – повторить все действия. Для того чтобы половинки не склеились, необходимо покрыть силикон первой детали составом для разделения.
Изготовление силиконовых форм для литья на этом заканчивается. Можно переходить к заливке.
Заливка
Наиболее простым методом является обычная заливка пластмассы в ранее подготовленную силиконовую форму. Его можно использовать в домашних условиях и получать изделия приемлемого качества. Однако вакуумное литье является более качественным. Дело в том, что во время заливки вещества образуются пузырьки с воздухом. Они могут испортить вид готового изделия.
Чтобы убрать мешающие пузырьки, можно воспользоваться установками высокого давления. Для этого необходимо сначала залить вещество, а после этого поместить ее в специальную камеру. Последняя создает давление в четыре атмосферы. Это позволит уменьшить пузыри с воздухом до такого размера, когда они станут невидимыми для невооруженного взгляда. Для достижения эффекта нужно держать формочку в установке до того момента, пока полиуретан полностью не засохнет.
Центробежное литье в силиконовые формы позволяет создавать полые изделия. Суть метода заключается в том, что после заливки пластмассы в емкость (завивается не более десяти процентов от объема), ее вращают по всех осях. Делать это можно как вручную, так и при помощи специального аппарата. При таком способе отливки материал затвердеет на стенках формы. Внутреннее пространство при этом останется пустым.

Центробежное литье
Дальнейшие действия
После заливки и затвердевания вещества, формочку аккуратно снимают. Если она была зафиксирована при помощи описанных выше отверстий, сделать это будет несложно. Использовать формочку можно ограниченное количество раз. В среднем допустимо готовить изделия в одной форме не более тридцати – сорока раз. После этого рекомендуется создать новую заготовку.
Следует учесть, что мелкосерийное литье пластмасс не может похвастаться высоким уровнем производительности. Таким способом можно создавать ограниченное количество готовых деталей. Для промышленного производства используются специальные устройства, объединяющие в себе все, или почты все процессы, описанные выше.
Таким образом, литье пластика в силиконовые формы – довольно простая процедура. Перед ее осуществлением нужно подготовить все необходимые материалы и создать соответствующую емкость, в которую будет заливаться пластмасса. Существует несколько способов заливки, различия между которыми заключаются в качестве готового изделия и количестве используемого для его изготовления материала.
Видео по теме: Литье пластика в силиконовые формы
promzn.ru