Ремонт головки авто
Ремонт головки блока цилиндров (Ремонт ГБЦ) в Москве и Московской области.
Ремонт головки блока цилиндров
Ремонт головки блока цилиндров (ремонт ГБЦ)
Ремонт головки блока (ремонт ГБЦ) — объемный комплекс работ, который компания «Честный ремонт» выполняет на специальном оборудования с использованием высококвалифицированного персонала и своего богатого опыта. Мы обязательно проверяем:
- зазор «клапан-втулка»;
- длину клапана;
- выступание стержня клапана;
- износ и биение стержня клапана;
- смещение оси распредвала;
- высоту головки блока;
- привалочную плоскость.
Все это параметры напрямую влияют на работу двигателя. Таким образом, по результатам дефектации головки блока цилиндров, мы получаем полное представление о головке блока, вплоть до того, как она ремонтировалась в «прошлой жизни» (о чем хозяин автомобиля часто даже не подозревает), и можем предложить оптимальную схему ремонта головки блока. К сожалению, не все производители предоставляют информацию о допустимых значениях необходимых для ремонта головок блока. Поэтому на основании более чем 10-летнего опыта мы создали свою базу данных по ремонту ГБЦ.
Помимо стандартного комплекса работ по ремонту ГБЦ (замена маслосъемных колпачков, замена направляющих втулок клапанов, притирка клапанов, правка фасок) объективно необходимо проводить опресовку ГБЦ. Опресовка ГБЦ производится на специальном оборудовании, путем перекрытия каналов охлаждения головки и подачи воздуха под давлением. Головка блока погружается в специальную ванну наполненную водой температурой примерно 80-90 градусов, имитирующей рабочую среду, и производится контроль утечек воздуха. Если таковых не имеется, то производится стандартный, оговоренный с заказчиком комплекс работ по ремонту ГБЦ, если найдены утечки, то обговаривается с клиентом дальнейшая судьба такой головки: ремонт сваркой с полным восстановлением или замена таковой.
Особое внимание при ремонте ГБЦ следует уделить плоскости головки блока. Даже если головка «ровная», то самостоятельно очистить ГБЦ от старой прокладки без повреждений и царапин практически невозможно. В таких случаях мы рекомендуем включить в комплекс работ обработку плоскости «как чисто». Величина съема минимальна (порядка 0,03мм) и на выходе Вы получаете идеально чистую плоскость ГБЦ. Если приходится снимать больше (искривление плоскости после перегревов, например), то необходимо учесть величину съема для подбора ремонтной прокладки ГБЦ.
«Честный ремонт» осуществляет полный спектр услуг по ремонту клапанного механизма головки блока цилиндров.
Рассухарить-засухарить клапана
РАССУХАРИТЬ-ЗАСУХАРИТЬ КЛАПАНА
за работу₽80000
- для ВАЗ 01-083
- для ГАЗ 402
- для УАЗ
РАССУХАРИТЬ-ЗАСУХАРИТЬ КЛАПАНА
за работу₽160000
- для ВАЗ 2112
- для ГАЗ 406
- -
РАССУХАРИТЬ-ЗАСУХАРИТЬ КЛАПАНА
за 1 клапан₽10000
- для иномарок
- -
- -
Замена направляющих втулок клапанов
ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ
за работу₽80000
- для ВАЗ 01-083
- для ГАЗ 402
- для УАЗ
ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ
за работу₽160000
- для ВАЗ 2112
- для ГАЗ 406
- -
ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ
за 1 клапан₽25000
- для иномарок
- -
- -
Правка седел
ПРАВКА СЕДЕЛ
за работу₽80000
- для ВАЗ 01-083
- для ГАЗ 402
- для УАЗ
ПРАВКА СЕДЕЛ
за работу₽160000
- для ВАЗ 2112
- для ГАЗ 406
- -
ПРАВКА СЕДЕЛ
за 1 клапан₽25000
- для иномарок
- -
- -
Правка и чистка рабочей фаски клапана
ПРАВКА И ЧИСТКА РАБОЧЕЙ ФАСКИ КЛАПАНА
за работу₽80000
- для ВАЗ 01-083
- для ГАЗ 402
- для УАЗ
ПРАВКА И ЧИСТКА РАБОЧЕЙ ФАСКИ КЛАПАНА
за работу₽160000
- для ВАЗ 2112
- для ГАЗ 406
- -
ПРАВКА И ЧИСТКА РАБОЧЕЙ ФАСКИ КЛАПАНА
за 1 клапан₽15000
- для иномарок
- -
- -
Притирка клапана
ПРИТИРКА КЛАПАНА
за работу₽80000
- для ВАЗ 01-083
- для ГАЗ 402
- для УАЗ
ПРИТИРКА КЛАПАНА
за работу₽160000
- для ВАЗ 2112
- для ГАЗ 406
- -
ПРИТИРКА КЛАПАНА
за 1 клапан₽10000
- для иномарок
- -
- -
Замена маслосъемных колпачков
ЗАМЕНА МАСЛОСЪЕМНЫХ КОЛПАЧКОВ
за работу₽40000
- для ВАЗ 01-083
- для ГАЗ 402
- для УАЗ
ЗАМЕНА МАСЛОСЪЕМНЫХ КОЛПАЧКОВ
за работу₽80000
- для ВАЗ 2112
- для ГАЗ 406
- -
ЗАМЕНА МАСЛОСЪЕМНЫХ КОЛПАЧКОВ
за 1 клапан₽10000
- для иномарок
- -
- -
Ремонт постели РВ
РЕМОНТ ПОСТЕЛИ РВ
за работу₽500000
- для ВАЗ 01-083
- для ВАЗ 2112
- для ГАЗ 406
РЕМОНТ ПОСТЕЛИ РВ
за 1 клапан₽150000
- для иномарок
- -
- -
Замена седла (с изготовлением седла) за еденицу
ЗАМЕНА СЕДЕЛ С ИЗГОТОВЛЕНИЕМ(за единицу)
за работу₽90000
- для отечественных
ЗАМЕНА СЕДЕЛ С ИЗГОТОВЛЕНИЕМ(за единицу)
за 1 клапан₽200000
ЗАКАЗАТЬУстановка футорки под свечу
УСТАНОВКА ФУТОРКИ ПОД СВЕЧУ
за работу₽75000
- для отечественных
УСТАНОВКА ФУТОРКИ ПОД СВЕЧУ
за 1 клапан₽100000
ЗАКАЗАТЬЗамер клапанного механизма
ЗАМЕР КЛАПАННОГО МЕХАНИЗМА
за работу₽5000
- для отечественных
ЗАМЕР КЛАПАННОГО МЕХАНИЗМА
за 1 клапан₽5000
ЗАКАЗАТЬКомпания «Честный ремонт» делает качественно услугу «Ремонт головки блока цилиндров». Мы лучшие в своем деле и по этому можем предложить низкие цены и быструю качественную работу. На рынке предоставления услуги «Ремонт головки блока цилиндров» компания «Честный ремонт» уже более 20 лет. За эти годы мы смогли набить опыт в различных работах по ремонту автомобилей и другой движущей техники. Обращаясь к нам Вы получаете гарантию первоклассного оказания работ.Заказав услугу «Ремонт головки блока цилиндров» у нас и Вы не ошибетесь с выбором исполнителя. Если у Вас есть сомнения звоните к нам по телефону. Наш специалист всегда проконсультирует Вас, касательно Вашей проблемы, а сервисный инженер решит ее.
Для проведения работ с головку блок цилиндров нужно очистить. Вы можете это сделать сами, а можете заказать у нас.Грязные головки блока ремонту неподдаются!
МОЙКА ГБЦ
Отечественные авто₽30000
МОЙКА ГБЦ
Иномарки₽10000
Наши преимущества
Гарантия результата
Низкие цены
Колоссальный опыт
Скорость работы
xn----itbborcehpgli7c4c.com
Ремонт ГБЦ автомобиля
Ремонт ГБЦРемонт гбц автомобиля — трудоемкй и сложный процеес, который лучше не выполнять самостоятельно. Ремонт гбц в Ангар 17 делают по низкой цене.
Ремонт ГБЦ автомобиляРемонт гбц автомобиля — трудоемкй и сложный процеес, который лучше не выполнять самостоятельно. Ремонт гбц в Ангар 17 делают по низкой цене.
Что входит в капитальный ремонт ГБЦ?
 Во-первых, шлифовка по плоскости стыка головки и блока цилиндров. На сильно изношенном, не раз перегретом моторе разница по высоте в разных местах ГБЦ может достигать 1 мм. Естественно, при этом вероятность «прогара» прокладки ГБЦ приближается к 100%.
Во-первых, шлифовка по плоскости стыка головки и блока цилиндров. На сильно изношенном, не раз перегретом моторе разница по высоте в разных местах ГБЦ может достигать 1 мм. Естественно, при этом вероятность «прогара» прокладки ГБЦ приближается к 100%.
Во-вторых, замена направляющих втулок клапанов и их сальников, так как львиная доля масла, попадающего в цилиндры дымящего изношенного двигателя, проходит именно через увеличенный зазор втулка-клапан. В этом случае замена только сальников клапанов не принесет желаемого результата, так как «болтающийся» во втулке клапан не даст сальнику возможность удерживать масло от попадания в цилиндр, стекая по стержню клапана.
В-третьих, обработка седел и тарелок клапанов для обеспечения герметичного прилегания клапана к седлу. Раньше эту работу выполняли методом «притирки», то есть, нанеся на сопрягаемые поверхности абразивную пасту, вращали клапан, прижимая его к седлу. Этот очень трудоемкий процесс не всегда приводил к желаемому результату (не каждое повреждение можно устранить с помощью этой технологии). Сейчас для этой операции применяются специальные станки и приспособления, которые позволяют обрабатывать клапан и седло по отдельности, устраняя почти любые повреждения и достигая высокой точности и чистоты обрабатываемых поверхностей.
И, наконец, в-четвертых, — ремонт или замена других деталей ГБЦ, таких как распредвал, оси коромысел, гидрокомпенсаторы, клапанные пружины, толкатели и т. д.
Очень часто для возвращения стабильной работы двигателя требуется ремонт ГБЦ. В Москве за данной услугой вы можете обращаться в наш автосервисный центр. Свидетельствовать о неисправностях газораспределительного механизма могут признаки:
- Металлический стук под капотом на холостом ходу, при малых и средних оборотах.
- Потеря мощности двигателем.
- «Выстрелы» в системе выхлопа, синий цвет отработанных газов.
- Нехарактерные звуки в распределительном валу.
- Детонация топливной смеси во время разгона, перегрев мотора.
- Нестабильная работа силовой установки, затрудненный старт.
При обнаружении представленных симптомов следует немедленно выполнить ремонт ГБЦ. Цена при этом будет доступна для клиента. В число восстановительных мероприятий входят следующие операции:
- установка новых направляющих клапана втулок, сальников;
- шлифование поверхности стыкования головки и мотора;
- затирка седел клапанов, тарелок для повышения компрессии;
- замена рабочих элементов – распредвала, коромысел, гидрокомпенсаторов.
Качественного результата можно достичь, если представленные мероприятия будут включены в ремонт ГБЦ в Москве. Цены будут находиться на оптимальном уровне, если вы обратитесь за помощью в наш автосервисный центр.
Когда возникает потребность в подобной услуге?
Потребоваться ремонт ГБЦ в Москве может каждому автомобилисту. Причиной обращения за подобной услугой в наш автосервис может стать длительный или неправильный процесс эксплуатации транспортного средства. Определить потребность в проведении ремонта можно по следующим дефектам в работе машины:
- Появление на холостом ходу, а также средних и малых оборотах, нехарактерных стуков под капотом.
- Уменьшение мощностных показателей мотора.
- Появление в системе выхлопа «выстрелов», а также синего цвета уже отработанных газов.
- Возникновение в распределительном вале посторонних шумов.
- Нестабильное функционирование силовой установки, наличие затрудненного старта.
- Возникновение детонации топливной смеси при перегреве двигателя и в процессе разгона.
Если были замечены подобные неисправности в работе машины, то стоит незамедлительно посетить наш автотехцентр. Наши квалифицированные специалисты произведут ремонт ГБЦ, цена на который порадует своей доступностью.
Так как головка блока цилиндров представляет собой один из очень важных элементов мотора, то ее ремонт должен осуществляться профессионалами. Благодаря применению современного оборудования и качественного инструмента мы сможем гарантировать долговечный результат. При этом ремонт ГБЦ в Москве, цены на который зависят от объема работ, проводится в самые кратчайшие сроки.
Смотрите также:



www.xn--17-6kcao3dxa.xn--p1ai
Ремонт головки блока цилиндров цены
Ремонт ГБЦ без учета стоимости запчастей (мойка, рассухарить-засухарить клапаны, замена втулок, правка седел, замена МСК, обработка плоскости)
Рассухарить клапаны
Засухарить клапаны
Замена маслосъемных колпачков (за единицу)
Замена направляющих втулок клапанов
Правка седел
Правка рабочей фаски старого клапана
Чистка старого клапана
Торцевание клапана
Притирка клапана (за единицу)
Замена седла клапана (стандартное седло)
Замена седла клапана (с изготовлением седла)
Обработка плоскости газового стыка
Обработка плоскости коллектора
Мойка головки блока
Опрессовка головки блока
Рассухарить клапан (за единицу)
Засухарить клапан (за единицу)
Замена маслосъемных колпачков (за единицу)
Замена направляющих втулок клапанов (за единицу)
Правка седел ( за единицу)
Правка рабочей фаски старого клапана (за единицу)
Притирка клапана (за единицу)
Замена седла с изготовлением седла (цена за единицу)
Замена седла (стандартное седло)
Замена стакана форсунки (за единицу)
Опрессовка (после замены стакана форсунки)
Опрессовка головки блока
Обработка по плоскости
Мойка головки блока предварительная
madimotor.ru
Ремонт головки цилиндров
В этой статье я хочу ознакомить читателей, что может произойти с головкой двигателя, от халатности водителя, вовремя не заметившего повышение температуры мотора, так как чаще всего страдает от перегрева именно головка. И хочу рассказать о том, что ремонт перегретой головки двигателя не так то прост, но всё же возможен. А новая головка блока, особенно для свежих иномарок, стоит не мало, да и бэушную в хорошем состоянии найти на разборке не так то просто. Об устройстве и обычном обслуживании головки двигателя и её ремонте я написал отдельную статью вот здесь, а в этом посте будет описан ремонт именно треснутой головки цилиндров.
Поэтому есть смысл её восстановить, но описанный здесь ремонт, осуществить в условиях обычного гаража нереально. Потребуются приспособления и инструмент, которые не у каждого есть, и я надеюсь, что после прочитанного материала, водители решат для себя, стоит ли браться за ремонт, или всё же купить новую. И надеюсь, что впредь, водители будут внимательнее смотреть на указатель температуры своей машины, и бережнее относится к системе охлаждения своего автомобиля или мотоцикла.
Как всё обычно происходит? Например не сработал датчик вентилятора, или элктро-двигатель вентилятора вышел из строя, заклинило термостат, ну или просто водитель забыл перед поездкой проверить уровень антифриза. В итоге автомобиль или мотоцикл, окутанный паром, пикирует на обочину, как подбитый самолёт истребитель второй мировой. Наконец дождавшись, когда мотор остынет, водитель дольёт охлаждающей жидкости или просто воды, и в спешке тронется в путь.
Ничего не подозревая, водитель спокойно катается так ещё некоторое время, не обращая особого внимания на постоянно пустеющий расширительный бачок, и думая, что появившиеся перебои в работе мотора, это вина или карбюратора, или системы впрыска, или зажигания. Так же его может начать досаждать плохо греющий отопитель салона (из-за постоянно возникающей паровой пробки). И в итоге, владелец перегретого автомобиля или мотоцикла начинает понимать, что всё таки последствия перегрева очевидны и ремонт неизбежен.
В большинстве мастерских обычно быстро выявляют диагноз, мол пришла в негодность (прогорела) прокладка между блоком цилиндров и головкой двигателя, и её естественно нужно заменить. Только вот к сожалению не все знают, что в большинстве случаев, банальная установка новой прокладки делу не поможет.
Вообще алюминиевый сплав вроде бы как и эластичный материал, но это пока он не подвергается температурным воздействиям и особенно он не любит перепадов температуры и нагрузок в нагретом состоянии. И из-за перегрева, алюминиевая головка начинает слишком уж деформироваться (менять форму), а болты, притягивающие её к блоку двигателя, держат её и не дают ей слишком сильно деформироваться. С одной стороны это вроде бы хорошо, но с другой стороны из-за этих нагрузок (сопротивлению болтам под действием высокой температуры), да ещё и искривлению головки, в теле головки появляются трещины.
Интересно, что на вышеописанные температурные и иные нагрузки, алюминиевые головки моторов различных фирм, реагируют по разному. Я думаю это зависит от качества и состава алюминиевого сплава и от количества отверстий и выемок для деталей в головке, ведь чем меньше отверстий (монолитнее плита), тем сильнее головка на изгиб и меньше трескается. А в новых головках с двумя распредвалами (DOHC), количество отверстий и различных выемок (например для гидрокомпенсаторов, пружин, клапанов и т.д) в два раза больше, чем на одновальной головке, а значит двухвальная головка слабее на нагрузки и легче деформируется.
К тому же, на более современных двухвальных головках, впускные и выпускные каналы имеют больший диаметр (для лучшего наполнения), чем на более старых головках, и это тоже ослабляет алюминиевую плиту головки. Но напомню, что это сугубо моё личное мнение, и это не значит, что все должны так думать.
К примеру двухвальные головки автомобилей фирмы Форд, при перегреве, трескаются в перемычке между сёдлами клапанов, а вот в головках фирмы БМВ, обычно трещины появляются между постелями распределительных валов. А вот чтобы появились такие неприятности на двигателях фирмы Фольксваген или Ауди, нужно перегреть мотор несколько раз. Но естественно это не значит, что к обслуживанию системы охлаждения машин Ауди и Фольксваген, можно относиться халатнее.
Так всё таки, что можно сделать владельцу перегретого автомобиля или мотоцикла? Существуют три способа решения данной проблемы
- — приобрести в магазине новую головку, и цена зависит от города магазина, фирмы и года выпуска автомобиля или мотоцикла. Примерный диапазон цен от 500 до 1200 долларов, а для дорогих спортивных машин ещё больше.
- -купить на разборке бэушную головку блока, и не получить никакой гарантии, что она лучше вашей перегретой головки. Цена как правило в пределах 350 — 500$, и опять же всё зависит от модели машины и города, в котором находится разборка.
- -Отремонтировать вашу перегретую головку блока и цена обычно составляет от 200 до 300$, и зависит от сложности выполняемого ремонта.
Последний третий вариант самый дешёвый, но здесь нужно быть полностью уверенным, что за него возьмутся адекватные и грамотные мастера, способные качественно выполнить работу. А как можно владельцу ремонтируемой головки проконтролировать ремонт? Естественно нужно знать, какие операции нужно сделать, и к тому же сделать их качественно. И вот именно для этого и пишется эта статья. Так же я надеюсь, что статья поможет некоторым рукастым водителям, имеющим хорошо оснащённую мастерскую, осуществить ремонт головки своими силами. Итак к делу.
Ремонт перегретой головки блока двигателя.
Демонтировав перегретый DOHC или одновальную голову с вашего двигателя (новичкам советую при разборке навески мотора, фотографировать или записывать каждый шаг) первым делом нужно проверить герметичность её полостей. Для осуществления этой проверки, нужно вырезать из органического стекла (плексиглас) толщиной примерно 15 — 20 мм плиту, немного перекрывающую по периметру плоскость вашей головки, и вырезать комплект резиновых шайб и прокладок (зависит от конфигурации тела головки.
Далее нужно плотно (через резиновую прокладку) прижать прозрачную плитку к плоскости головки — см. фото (можно прижать с помощью шпилек и ещё одной металлической плиты, прижатой с другой стороны головки). Затем нужно загерметезировать все отверстия в головке, оставив лишь одно с резьбой. В это отверстие заворачиваем штуцер, на который надеваем шланг с манометром, от компрессора. Остаётся весь этот «бутерброд» погрузить в ванну с водой, и до начала накачки воздуха, нагреть воду в ванне до 80 градусов. Под прозрачную плиту нужно будет запустить воду, вывернув специальную пробку (что бы выход пузырьков воздуха был виден).
Теперь включаем компрессор и подаём в головку воздух под давлением 5 кг/см² (5 бар). Такое давление нужно для этой проверки не случайно. Ведь внутри головки (в её полостях) циркулируют жидкости двух систем — охлаждения и смазки. В системе охлаждения давление невелико и составляет 1 кг/см, а в системе смазки давление больше и составляет 4,5 кг, а на высоких оборотах ещё больше. Поэтому пять килограмм для проверки — это гарант, позволяющий найти малейшую трещинку или каверну, через которую сможет просочиться масло или антифриз.

Под прозрачной плитой из оргстекла, хорошо виден выход пузырьков воздуха из трещины головки.
Головку нужно тщательно осмотреть со всех сторон, вращая её (осторожно — вода 80, поэтому используем плотные резиновые перчатки с длинными манжетами). Конечно для сервиса лучше сделать ванну, в которой приспособление типа вертела, позволит вращать головку по кругу в ванне, и не лезть туда руками. При подаче воздуха, появившиеся пузыри точно укажут место трещины или каверны. При их обнаружении, отмечаем место и готовимся к ремонту.
Если трещина в перемычке между сёдлами клапанов, то необходимо удалить эти сёдла (можно с помощью нагрева и специальной оправки, а можно на станке фрезой). Далее проходимся по трещине шарошкой, сделав хорошую глубокую фаску по всей трещине и немного дальше (см. фото ниже).
Обработка дефектного участка головки (снятие фаски).Образовавшуюся дыру следует заплавить.
Это нужно сделать обязательно, ведь протяжённость трещины и её направление точно не известны, и если её концы не доварить, то трещина пойдёт разрастаться дальше. К тому же глубокая фаска нужна для более качественной проварки, и если фаску не сделать, то после обработки шва (его стачивания заподлицо) проваренного метала не останется вовсе.
Подготовив фаску начинаем варить аргонно-дуговой сваркой, максимальный ток которой, при наплавке, должен быть примерно 300 — 320 ампер. Такой мощный сварочный аппарат и ток нужны для полного провара и прогрева всего алюминиевого монолита головки, ведь толщина алюминия измеряется здесь в сантиметрах. После проварки трещины, необходимо обработать сварочный шов и удалить излишки наплавленного металла. Для этого можно использовать бормашинку и шарошку. Примером того, какая поверхность должна быть после обработки, послужит соседняя камера сгорания ремонтируемой головки.

Заварка дефектного места мощным отечественным аргонно-дуговым сварочным аппаратом УДГ-В.
Следующей операцией по восстановлению уже герметичной головки, будет обработка на фрезерном станке посадочного места для новых сёдел клапанов. При обработке учитываем, что полученный диаметр после обработки, должен соответствовать посадке новых сёдел с натягом в 0,10 — 0,12 мм. Если не удастся купить новые сёдла с учетом этого натяга, то придётся заказать токарю выточить из жаростойкой стали новые сёдла (опять же с учётом этого натяга). После всех механических обработок (зачистки сварного шва и фрезеровки мест для сёдел), очень советую ещё раз проверить головку под давлением, вдруг после обработки восстановленного участка металла, откроется какая то трещинка.

обрабатываем шов и места под сёдла клапанов.
Для того чтобы головка вашего двигателя была не хуже новой, следующей операцией будет замена направляющих втулок клапанов новыми. Можно заказать токарю втулки из бронзы, а можно из специального чугуна (прекрасный материал для втулок можно взять из старого распределительного вала). Из чего точить новые втулки, или купить новые в магазине — выбирать вам. А подробно узнать как и с помощью чего правильно запрессовывать новые втулки, поможет вот эта статья.
После установки новых втулок, запрессовываем с натягом новые сёдла клапанов и после их запрессовки следует пройтись по сёдлам, сняв фаски специальными фрезами, например из набора фирмы Эмвэй (имеются в наборе несколько диаметров под разные сёдла и для каждого диаметра есть две фрезы — черновая и чистовая). После этого вставив клапана во втулки, проверяем герметичность и если она недостаточна (о проверке герметичности я уже писал — кликаем по ссылке ниже), то следует притереть клапана, и подробно об этом читаем здесь.
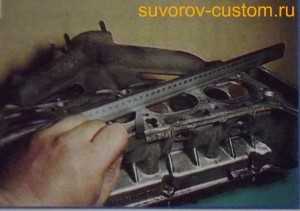
Проверка привалочной плоскости головки блока с помощью штанги и щупа, вложенного между штангой и плоскостью головки.
Самая последняя операция, это фрезеровка и доводка на притирочной плите привалочной плоскости головки блока. В том что она поведена, можно не сомневаться, так как это могло даже случиться от заварки трещин (сварочный ток то был огромный — более 300 А. и нагрев тоже). Но для полной наглядности, что бы увидеть сколько нужно снимать металла для выравнивания, можно проверить плоскость, например с помощью штанги от большого штангенциркуля (см. фото). Но всё же снимать металл более 1 мм нежелательно, иначе может возрасти степень сжатия.
Если же всё таки кривизна плоскости головки требует большего снятия металла (что бывает редко и только после очень сильного перегрева), то тогда нехватку толщины головки компенсируем более толстой прокладкой. Если же и толщина более толстой (ремонтной) прокладки не поможет сохранить степень сжатия какой она была, то тогда остаётся единственный выход, после снятия лишнего миллиметра с плоскости головки, нужно будет снять этот же миллиметр с донышек поршней, что бы понизить степень сжатия (но опять же снимаем не более миллиметра, иначе ослабим донышко поршня). Все поршни после этого желательно взвесить и добиться одинакового веса.
После всех операций останется собрать ваш двигатель с новой прокладкой соответствующей толщины, смонтировать назад на двигатель всё навесное оборудование, и главное не забыть привести в порядок систему охлаждения вашего мотора. И впоследствии быть более внимательным.
И очень важно отремонтировать головку двигателя, чтобы не допустить попадания антифриза в моторное масло, так как это может привести к печальным последствиям, о которых подробно можно узнать вот в этой статье.
Как видите, при желании можно отремонтировать всё что угодно, но для этого требуется хорошо оснащённая мастерская и знания. Мастерскую со станками может позволить себе не каждый водитель, но вот знания приобрести — это вполне возможно. И приобрести знания, я надеюсь поможет эта статья. Хотя бы для того, чтобы иметь возможность проконтролировать ремонтников автосервиса, если они всё таки возьмутся за ремонт вашей перегретой (треснувшей) головки, чтобы восстановить её, удачи всем!
suvorov-castom.ru
Ремонт ГБЦ автомобиля | Все автосервисы
Внутри второй по величине составной части двигателя совершает свой бесконечный цикл клапанный механизм, вращается распредвал, циркулирует охлаждающая жидкость и смазочное масло по специальным камерам и каналам. Через резьбовые отверстия вносят в работу свою значимую лепту свечи накала (форсунки). Система продумана и усовершенствована в большинстве современных автомобилей и не доставляет хлопот, если бы…
Если верить производителю популярных иномарок, то ремонт ГБЦ авто может понадобиться только на третьей сотне пробега. Отечественный же автопром отвечает примерно за 35 «гарантийных» тысяч пробега. После этого вопросом ремонта головки блока цилиндров и стоимости рискует стать малейший перегрев или элементарная некачественная прокладка.
Чем грозит головке перегрев двигателя и сколько стоит ремонт ГБЦ в автосервисе?
- Искривление, деформация алюминиевого корпуса головки Усугубляется при попытке «остудить» в критический момент двигатель холодной водой или доливкой жидкости наряду с резким отключением работы двигателя. «Лечится» профессиональной шлифовкой ГБЦ на СТО.
- Появление трещин Небольшие трещины исправляются напылением с последующим шлифованием поверхности до сотой доли миллиметра точности.
- Прогорание прокладки Приводит к попаданию жидкости в поддон, в цилиндры. Смесь масла и антифриза ведет к более горячим, плачевным результатам. Замена прокладки ГБЦ сопровождается выравниванием поверхности головки для герметичности соединения.
- Искривление оси распредвала Меры, которые применяются для выправки, не всегда эффективны, за исключением поэлементной холодной правки. Если есть износ опорных шеек и кулачков, то перед обратной установкой заодно производится шлифовка поверхностей до стандартных размеров.
- Убитые сальники клапанов Замасленные свечи зажигания и дымление двигателя указывают, как минимум, на эту проблему. Замена сальников клапанов происходит с предварительной сменой направляющих втулок.
- Ослабление посадки вплоть до выпадения седел клапанов Такой сложности ремонт ГБЦ цена оправдает, только если сделана замена седел клапанов будет кране заботливым, преданным своему делу мастером. Процедура вырезки старых седел, заготовки из чугуна новых, подгонка на спецоборудовании, запрессовка, является слишком хлопотной и затратной по времени.
- Прогорание самих клапанов Может быть вызвано и специфическими добавками в масле, качеством горючего. «Лечится», естественно, заменой клапанов в процессе капитального ремонта головки в автосервисе родного города.
Где отремонтировать ГБЦ недорого?
Естественно, есть и другие способы приблизить момент разборки и детального исследования замысловатого узла. Но, имея уже малейшее представление о принципах работы, не сложно узнать на ремонт головки блока цилиндров цены в столице. Привлекательными они не покажутся. Уже одна необходимость снятия ГБЦ практически при любой поломке (кроме ремонта свечных отверстий и замены маслоотражательных колпачков) предполагает немалые расходы и потери времени на разборку и опрессовку ГБЦ в условиях профессионального сервиса. Найти, где ремонт головки в Москве мастера осуществят за пару дней и дешево, вряд ли получится.Есть места в столице, где отремонтировать головку блока цилиндров возьмутся специалисты, даже если это касается обработки отверстий распредвала с изготовлением втулок и неразъемных опор. Проводится расточка и хонирование на профессиональном уровне. Сказать же, сколько стоит ремонт головки блока цилиндров автомобиля такого характера, специалисты смогут только после визуальной диагностики ГБЦ, вскрытия. Относительно целесообразности ремонта ГБЦ отзывы разные, но автолюбители чаще следуют рекомендациям специалистов, оценивающих профессионально ресурс двигателя.
www.mv-avto.ru
Ремонт головки блока цилиндров
Ремонт головки блока цилиндров
Головка блока цилиндров – достаточно сложный узел. Многие детали этого узла имеют прецизионную обработку, что сказывается на чистоте обработанных поверхностей.
Помимо этого элементы головки блока цилиндров испытывают достаточно большую температурную нагрузку, что в некоторых случаях приводит к их деформации и появлению на некоторых элементах как температурных дефектов, а также вызывает механический износ. Это в конечном итоге приводит к неправильной работе двигателя, изменению расхода топлива, изменению температурных режимов работы двигателя, перерасходу масла.
Важно
Следует учитывать, что некоторые узлы головки, сделаны из достаточно хрупкого металла. Поэтому ремонт головки блока цилиндров следует выполнять с предельной осторожностью, чтобы не допустить раскалывания некоторых деталей и узлов.
Для того чтобы отремонтировать головку понадобится целый комплекс специализированных инструментов (съемников, рассухаривателей, оправок, зенковок).
Рекомендуем также посмотреть видео о ремонте головки блока цилиндров:
Демонтаж головки блока цилиндров
Перед тем как приступать к демонтажу головки блока и ее ремонту, следует купить набор прокладок, сальников и т.д. Дело в том, что все подобные детали придется менять. В обязательном порядке нужно запомнить взаимное расположение коленчатого и распределительного вала. Можно запомнить это по уже имеющимся меткам или нанести новые метки.
Важно правильно и по схеме осуществлять откручивание крепежей головки. Обычно эта схема демонтажа указана в инструкции к автомобилю. Если этого не сделать, могут возникнуть напряжения в металле, которые приведут к трещине.
Если схемы откручивания болтов нет, тогда нужно руководствоваться следующим правилом: крепление должно ослабляться постепенно, начиная с болтов, расположенных в центральном месте, постепенно переходя к периферии. При этом нельзя допускать, чтобы какие-то болты были выкручены полностью, а некоторые были полностью зажиты. Т.е. первоначальное ослабление всех болтов должно происходить при половине оборота ключа.
Следует отсоединить все патрубки, которые подходят к головке. И желательно перед тем как отсоединять их все пометить, чтобы потом не путаться при сборке.
После снятия головки нужно переходить к демонтажу клапанов. Для демонтажа клапанов используются специальные съемники. Особое внимание нужно обратить на сухари, которые есть в конструкции. Обычно они имеют свойства улетать в непонятном направлении.
Внимание!
Не нужно использовать для демонтажа клапанов различные ударные технологии. Это может привести к деформации элементов клапанов. И потом клапана, если их предполагается использовать снова, могут совершенно не работать.
Далее следует открутить крепления от выпускных и впускных коллекторов и демонтировать их. Это связано с тем, что прокладки коллекторов придется менять.
После того как головка блока цилиндров разобрана, ее следует тщательно вымыть. Дело в том, что любая грязь будет влиять на точность дальнейших измерений.
Проверка, измерение параметров головки, устранение дефектов
Непосредственно ремонт головки блока цилиндров начинается с проверки базовой плоскости головки. Для этого используется специальная линейка, которой проверяют плоскость. По зазору между краем линейки и плоскостью определяют степень деформации. Для точного определения размера деформации используют щупы разной толщины.
Толщина щупа 0,05-0,06 мм. Это допустимая погрешность, которая возможна. Если деформация больше, головку подвергают механической обработке (фрезеруют, шлифуют). Этот дефект может появляться из-за того, что головка испытывает температурные нагрузки и статические нагрузки, за счет неравномерного зажатия крепления.
После этого проверяют износ опорных поверхностей (шеек) кулачкового вала, как визуально на предмет механической выработки, так и с использованием микрометра, которым меряют диаметр шейки. После этого замеряют внутреннее отверстие подшипников. Получив два диаметра можно вычислить зазор. Разность в диаметрах (зазор) не должна быть больше 0,1 мм. Если зазор больше, тогда кулачковый вал подлежит замене.
Далее измеряют стержни клапанов при помощи микрометра. Замеры производятся в верхней и нижней части стержня. Если разница в диаметрах составляет 0,02-0,03 мм, тогда это чрезмерный износ, и деталь подлежит замене.
При помощи нутромера проверяют износ направляющих втулок. Если разница в диаметрах в нижней и верхней части втулки составляет 0,07-0,08 мм, деталь подлежит замене. Оценку состояния втулки можно дать, если вставить в нее новый клапан. Для того чтобы оценить люфт, следует использовать специальные приборы для определения этого люфта. Собственно изменение люфта и будет зазором.
Далее выполняется визуальный осмотр седел клапанов. В случае появления на них различных дефектов, нужно будет эти дефекты устранить. Делается это при помощи специального инструмента – зенковки. Используя зенковку, можно постепенно довести седла клапанов до рабочего состояния. Если происходит смена направляющих втулок, скорее всего без операции зенкования, обойтись невозможно. Дело в том, что нарушается соосность положения деталей.
Если на седле клапанов не наблюдается никаких деформаций поверхности, при замене клапанов можно ограничиться только притиркой клапанов к седлу.
Процесс притирки – операция достаточно трудоемкая. Нужно добиться максимального прилегания клапана к поверхности седла.
При замене втулок их нужно подбирать не только по внутреннему диаметру, но и по наружному диаметру. Дело в том, что втулки придется запрессовывать. Если наружный диаметр слишком большой, при запрессовке втулка расколется.
Чтобы правильно подобрать втулки, следует знать наружный диаметр втулок старых. Новая втулка должна быть больше по диаметру старой втулки на 0,05-0,07 мм. Если размер будет меньше, слишком велика вероятность, что втулка просто вывалится со временем в процессе работы двигателя.
Чтобы запрессовать новые втулки, головку блока цилиндров следует нагреть, используя электрическую печку. Внутренние отверстия и сами втулки покрывают маслом. После того как головка нагрета, при помощи опрессовки загоняем втулки на место.
avtowithyou.ru
Ремонт и восстановление ГБЦ ДВС. ООО "Алтушка".
Ремонт и восстановление ГБЦ.
Стоимость работ
ООО «Алтушка» производит восстановительные и ремонтные работы головок блока цилиндров отечественных и зарубежных автомобилей, как бензиновых, так и дизельных двигателей.
Мы выполняем следующие работы по ремонту головки блока:
Мойка головки блока цилиндров.
Чистая головка блока, это всегда гарантия надежной сборки. Все головки блока, поступающие в ремонт, обязательно проходят стадию мойки горячим щелочным раствором, который способен убрать самую прикипевшую грязь и даже лаковые отложения, и добраться в самые недоступные места. Затем головка блока продувается сжатым воздухом и доставляется в цех ремонта.
Шлифовка головки блока цилиндров: чугун, алюминий.
Одной из самых распространенных неисправностей головки блока является ее деформация, что обычно связано с перегревом двигателя.
Работы по восстановлению плоскости головки блока мы можем выполнять как на плоскошлифовальном, так и на вертикально – фрезерном станке.
Перед выполнением этой операции головка ставится на поверочный станок, где по четырем ее крайним точкам проводятся замеры. Допустимая деформация в этом случае 0.05-0.06 мм по всей плоскости головки. Обычно края головки лежат в плоскости, а в средней ее части образуется «яйцо», которое возвышается над плоскостью поверочной плиты в районе 0.1 мм. После проверки по полученным размерам производится выравнивание плоскости методом шлифования или фрезерования. Фреза имеет диаметр несколько превышающий ширину головки и выравнивание происходит за один раз, выполняя несколько проходов, пока не получится идеальная плоскость.
Шлифовка ГБЦ выполненных из алюминия или чугуна, не имеет существенных отличий. При обработке плоскости головки блока выдерживается шероховатость поверхности порядка Ra= 1-2 мкм, это необходимо для лучшего уплотнения головки блока с прокладкой.
Шлифовка плоскости блока цилиндров.
У блока цилиндров наиболее часто встречающимся дефектом, является деформация плоскости блока в месте стыка с плоскостью головки блока.
Обычно в этом случае страдают цилиндры, расположенные в средней части блока, так как там и наблюдается наибольшая деформация, которая обычно не превышает 0.03- 0.05 мм. По результатам замеров, определяют дальнейший ход ремонта. Если деформация превышает вышеуказанные значения, то шлифовка плоскости блока обязательна. При результате замеров в 0.02-0.03 мм, блок может подлежать дальнейшей сборке без шлифовки.
При необходимости шлифования плоскости желательно не снимать более 0.1-0.2 мм, что всегда неукоснительно выполняется нашими мастерами.
Опрессовка ГБЦ.
При любом подозрении на наличие трещин, головка блока подлежит обязательному опрессовыванию. Трещины могут быть вызваны сильным перегревом двигателя или размораживанием, либо аварийной поломкой детали. Но головка конструктивно выполнена довольно сложно, и визуально определить трещину очень трудно. В таких случаях мы выполняем опрессовывание головки блока.
Для этой цели все окна рубашки головки закрываются резиновыми уплотнителями затем сверху накрываются специальной прозрачной плитой и стягиваются болтами, а все патрубки и штуцера закрываются резиновыми пробками. Один патрубок остаётся открытым, через него будет происходить подача воздуха. Затем головка погружается в горячую ванну, температура воды в которой составляет приблизительно 80° C (При такой температуре раскрываются все микротрещины) и, создав давление 0.6-0.7МПа, оставляем головку на 10-15 минут. По наличию пузырьков определяем утечки.
Замер клапанного механизма.
После рассухаривания клапанов, осматриваем все детали и делаем их замеры. По таблице допуска промеряем микрометром в трех поясах стержень клапана, его износ не должен превышать 0.02 мм, осматриваем его тарелку и седло клапана на предмет раковин и микротрещин. Затем осматриваем и промеряем направляющие втулки клапанов. Детали не соответствующие допускам, подлежат выбраковке и замене.
Замена направляющих втулок клапанов.
Производится замер втулок, и дефектные направляющие заменяем новыми. Для этого в термопечи нагреваем головку до 150 градусов и специальной оправкой с направляющей выбиваем старую втулку клапана. Новую направляющую запрессовываем также оправкой только другой формы, предварительно охладив новую направляющую. При этом выдерживаем натяг порядка 0.03-0.07 мм. Если гнездо под направляющую разбито, то запрессовываем ремонтную направляющую, увеличенную по внешнему размеру на 0.1-0.2 мм, предварительно обработав разбитое отверстие на расточном станке.
Правка рабочей фаски седла.
Правка рабочей фаски седла клапана выполняется специальным инструментом с набором сменных резцов. В зависимости от рекомендации производителя резцы имеют разный угол. Они снимают необходимую фаску, выдерживая необходимый профиль кромки, которая нужна для дальнейшей притирки клапана. Обязательным условием здесь является соблюдение соосности отверстия направляющей втулки клапана с седлом (менее 3 мкм), именно поэтому правка седла выполняется только после того, как направляющая втулка будет признанна годной.
Правка и чистка рабочей фаски клапана.
Клапана, подлежащие по результатам измерений, дальнейшей эксплуатации перед притиркой обязательно обрабатываются на предмет восстановления правильной геометрии фаски. Биение фаски относительно стержня клапана не должно превышать 0.05 мм. Правка выполняется на специальном шлифовальном станке.
Притирание клапана.
Притирка клапанов является финишной операцией и, порой, не требуется.
Притирка ведется до появления ровного пояска по всей рабочей поверхности тарелки клапана, с использованием универсальной притирочной пасты. После притирки все клапана проверяются вакуумметром на утечку. По окончании притирки головка промывается и продувается сжатым воздухом, чтобы убрать остатки притирочных паст и абразива.
Регулировка клапанов.
Регулировка клапанов выполняется только специалистами, имеющими навык выполнения этой ответственной операции. Для регулировки используется специальное приспособление с часовым механизмом, позволяющим наиболее точно выдержать все предписанные зазоры.
Замена маслосъемных колпачков.
На отремонтированной головке блока устанавливается новый комплект сальников клапанов. Работы выполняются с использованием специально изготовленного инструмента для снятия, так и оправок для установки новых сальников. Сальник клапана является очень ответственной деталью, от качества которого зависит надежная работа двигателя и гарантированное сгорание топлива без присутствия масла. Устанавливаем только сальники клапанов известных производителей, гарантирующих оптимальный срок эксплуатации.
Замена седла.
Седло клапана, имеющее значительные раковины или просаженное от многократных притирок, подлежит замене. Старое седло демонтируется и устанавливается новое. Данная операция считается ответственной и выполняется мастерами, имеющими многолетний опыт их замены. Новые седла перед установкой погружаются в жидкий азот для охлаждения и затем в охлажденном виде запрессовываются в предварительно разогретую головку блока. Опыт тут имеет решающее значение, так как операция должна проводиться очень быстро, пока действует охлаждающий эффект азота и возможен прихват детали.
Выполненная таким образом замена седла, обеспечивает гарантию его неподвижности в головке блока и надежность выполненной работы.
Установка футорки под свечу.
Когда свечное отверстие не подлежит восстановлению, а именно его резьбовой части, мы устанавливаем специально изготовленную вставку, которая заменяет резьбовую часть. Это так называемая футорка, которая имеет увеличенный диаметр наружной части. Для этого в старом свечном отверстии нарезается увеличенная резьба, в которую заворачивается футорка. Внутри она имеет диаметр резьбы стандартной свечи.
www.altushka.com








