Черное хромирование в домашних условиях
Технологии никелирования в домашних условиях, оборудование и составы раствора
Защита «железа» от коррозии производится в нескольких случаях: при первичной обработке, в целях восстановления повреждения на отдельном участке или декорирования какого-либо образца. При этом используются различные металлы – латунь, медь, серебро и ряд других. Разберемся с технологией никелирования в домашних условиях как одной из самых простых и доступных в плане самостоятельной реализации.
Кроме того, она является и самой распространенной. При покрытии деталей защитным слоем из других металлов тончайшая пленка никеля играет роль промежуточного. Его целесообразно наносить, к примеру, перед хромированием деталей.

Единица измерения компонентов – г/л воды (если иное не оговорено). Все использующиеся химикаты разводятся отдельно, тщательно фильтруются и только после этого перемешиваются для получения электролитического раствора.
Подготовка образцов к никелированию
Все мероприятия не только идентичны, но и обязательны, независимо от выбранной технологии нанесения защитного (декоративного) слоя.
Пескоструйная обработка
Цель – максимально убрать ржавчину, окислы (декапирование) и иные инородные наслоения. Вы можете прочесть статью о том, как изготовить пескоструйный аппарат в домашних условиях, из подручных материалов. К примеру, переделать краскопульт.

Составы для декапирования
№1. Серная (концентрированная) кислота (75 г) + хромпик (3 г) на полстакана воды. Время выдержки детали в растворе – порядка 20 сек.
№2. Кислота серная (соляная) 5 г + вода (полстакана). Время обработки – до 1 мин.
Шлифовка
Такое тщательное выравнивание способствует получению однородного никелевого слоя и снижает расход подготовленного раствора. В зависимости от значительности дефектов (величины зазоров, царапин) применяется наждачная бумага с разной зернистостью, щетки карцовочные, шлифовочные пасты.
Обезжиривание
Предварительно, после шлифовки, образец промывается под проточной водой для удаления всех налипших фракций. Что использовать (спирт, бензин, уайт-спирит или специально приготовленный раствор), решается на месте. Главное условие – растворитель должен быть «совместим» с материалом основы, подвергающейся никелированию.
В особо трудных случаях, если не помогают имеющиеся в продаже растворители, целесообразно готовить препараты для обезжиривания самостоятельно.
Рецепты водных растворов для стали и чугуна
№1. Едкий натр (10 – 15) + «жидкое стекло» (10) + сода кальцинированная (50).
№2. Едкий натр (50) + фосфорнокислый натрий и кальцинированная сода (по 30) + «жидкое стекло» (5).
Цветных металлов
№1. Фосфорнокислый натрий + хозяйственное мыло (по 10 – 15).
№2. Едкий натр (10) + натрий фосфорнокислый (50 – 55).
Рекомендации
- Чтобы проверить качество обезжиривания, достаточно образец смочить водой. Если она покрывает поверхность тончайшей пленкой, без образования капель, это свидетельствует о том, что цель технологической операции достигнута и деталь готова к никелированию.
- Рабочая температура растворов – в пределах +(65 – 85) ºС.
Технологии никелирования
Никелирование электролитическое
Простейшие схемы для домашнего применения представлены на рисунке.

- Сосуд (1) – любой удобной формы и вместимости. Единственное требование – материал должен быть химически нейтрален по отношению к применяемому электролиту. Чаще всего в домашних условиях при никелировании используются емкости из стекла.
- Аноды (2) – никелевые. Чтобы покрытие образца получилось равномерным, однородным, они должны находиться с разных сторон заготовки. Поэтому – не менее 2-х.
- Деталь (3). Она же является катодом. Вывешивается так, чтобы не касалась стенок и днища емкости.
Соединения: плюс источника – с пластинами, минус – с образцом.
Состав раствора для никелирования: сернокислые натрий (50), никель (140), магний (30) + борная кислота (20) + соль поваренная (5).
Условия никелирования: температура +22 (±2) ºС, плотность тока – в пределах 1 (±0,2) А/дм².
Технология никелирования. Включается питание и выставляется требуемое значение тока. Процесс длится от 20 минут до получаса. Степень готовности детали определяется визуально, по оттенку (серовато-матовому) и его однородности.
При дефиците (отсутствии) некоторых компонентов в домашних условиях можно приготовить состав с ограниченным количеством ингредиентов, повысив их долевое содержание на литр воды.
Никель сернокислый (250) – натрий хлористый (25) – борная кислота (30). Но при таком составе электролита меняются условия никелирования. Раствор подогревается примерно до +55 ºС (с целью активизации процесса, как и при воронении металла), а плотность тока увеличивается до 4 – 5.
Что учесть
- Качество никелирования во многом зависит от кислотности раствора. Проверяется по окрашиванию лакмусовой бумаги – цвет должен быть красным. При необходимости понизить значение кислотности можно ввести в электролит аммиачный раствор. Дозировка определяется самостоятельно; ориентир – оттенок лакмусового «индикатора».
- Электролитический способ никелирования не всегда эффективен. Если поверхность образца имеет сложный рельеф, то покрытие ляжет неравномерно, а на особо проблемных участках его может и вообще не быть. Например, в пазах, щелях, отверстиях и так далее.
Никелирование химическое
Технология намного проще, так как все, что понадобится – фарфоровая (эмалированная посуда). При этом качество – выше, так как необработанных участков не останется. Все компоненты растворяются в воде, после чего раствор нагревается до температуры примерно +(85 – 90) ºС. И после этого, независимо от применяемой рецептуры, в него вводится натрия гипофосфит (обозначим НГ).
Составов для химического никелирования довольно много. Вот некоторые рецепты:
№1. Сернокислые аммоний и никель (по 30) – повышение температуры – НГ (10). Требуемая кислотность – около 8,5.
№2. Хлористый никель (30) + гликолевая кислота (40) – нагрев – НГ 10 (кислотность 4,2 – 4,4).
№3. Натрий лимоннокислый, хлористый аммоний и хлористый никель (по 45) – подогрев – НГ (20; 8,5).
Никелирование натиранием
Целесообразно практиковать при обработке крупногабаритных заготовок, для которых в домашних условиях подобрать емкость нужных размеров проблематично или невозможно. Сама методика несложная, так как при ней гальванические процессы исключаются. Трудность в другом – придется потратить много времени, чтобы подготовить необходимое оборудование и принадлежности. В первую очередь – щетку.
Состав схемы:

Источник постоянного тока с плавной регулировкой в пределах 5 – 15 В (до 2 А). Приобретать его специально для никелирования смысла нет, так как изготовить самостоятельно для человека, закончившего среднюю школу, не составит труда. Понадобится ТР с соответствующей вторичной обмоткой и выпрямитель (мост). Вполне подойдут диоды серии 303 – 305.
Щетка. Достаточно диаметром 25 (±) мм. Ее ручка должна быть из диэлектрика. Если ориентироваться на то, что есть в доме, то оптимальный вариант – сделать из отрезка трубы ПП или ПЭ. С одного торца ручка «глушится» крышкой. В качестве щетинок используется ворс, например, из синтетики.
Ворсинки собираются в пучок, верхняя часть которого обматывается проволокой (нержавейкой), под которую укладывается изогнутая никелевая пластина. Получается аналог малярной кисти. Это – анод схемы. Минус источника подключается к обрабатываемому изделию.
Провода. Хватит на 0,5 «квадрата». В гараже у любого хозяина всегда найдутся подходящие куски.
Рецептура состава
- Сернокислые натрий и никель – 40 и 70.
- Кислота борная – 20.
- Натрий хлористый – 5.
 Порядок никелирования: в ручку заливается приготовленный электролит, подается напряжение, и щетка планомерно, с прижимом, перемещается по детали. Неудобство в том, что придется постоянно осуществлять контроль над уровнем раствора в рукоятке и регулярно доливать. Но если в домашних условиях хочется покрыть никелем что-то объемное, например, бампер авто, колесные диски, то другого варианта просто нет.
Порядок никелирования: в ручку заливается приготовленный электролит, подается напряжение, и щетка планомерно, с прижимом, перемещается по детали. Неудобство в том, что придется постоянно осуществлять контроль над уровнем раствора в рукоятке и регулярно доливать. Но если в домашних условиях хочется покрыть никелем что-то объемное, например, бампер авто, колесные диски, то другого варианта просто нет.
Рекомендация – для упрощения процесса подготовки оборудования вместо щетки можно использовать пластину их никеля. Она играет роль анода. Ее необходимо обернуть в кусок фланели толщиной не менее 4 мм, и рядом с обрабатываемой деталью поставить емкость с электролитом. Технология простая – постоянно смачивая в растворе такой импровизированный электрод, водить им по поверхности образца. Эффект тот же самый, а результат зависит целиком от усердия и аккуратности домашнего мастера.
Итоговая обработка деталей
- Просушка. Если образец имеет сложный рельеф, то необходимо убедиться в отсутствии влаги на всех проблемных участках (пазы, выемки и так далее).
- Герметизация поверхности. Никелевая пленка характеризуется пористостью, даже если покрытие делается в несколько слоев. Следовательно, прямого контакта основы с жидкостью избежать не получится. Дело лишь во времени. Результат – появление коррозии и отслоение никеля.
Чем можно герметизировать поры в домашних условиях:
- Несколько экзотический, но эффективный способ – погружение еще теплого образца в рыбий жир.
- Смешать окись магния с водой, довести до состояния густой сметаны и натереть такой «кашицей» никелированную деталь и опустить на пару минут в раствор (50%) соляной кислоты.
- Обработать поверхность прозрачной, способной проникнуть вглубь структуры смазкой, в 2 – 3 захода.
Излишки препаратов (не раньше чем через 24 часа) легко смываются бензином.
Полировка
На данном этапе никелированной заготовке придается специфический блеск.
Полезная информация
Не всякое «железо» подвергается никелированию. Такая обработка не применяется для олова, свинца и других, менее распространенных в быту металлов и сплавов.
Для более качественного никелирования желательно сделать предварительное омеднение заготовки. Основных причин две.
Первая уже указана – пористость покрытия.

Вторая – с медью слой никеля скрепляется намного надежнее, чем с любым сплавом или чистой сталью. Следовательно, и никелированная деталь будет намного дольше сохранять неизменный привлекательный вид. Если есть возможность сделать в домашних условиях омеднение образца, то это лучшее решение проблемы.
Состав электролита для покрытия стальной детали медной пленкойМедный купорос (200) + кислота серная, концентрированная (50). Условия обработки образца: плотность тока – 1,5А/дм²; температура – комнатная +22 (±2) ºС.
При проведении никелирования в домашних условиях можно ориентироваться на такие данные – 1 л электролита хватит для обработки детали общей площадью не более 2 дм². Исходя из этого, и определяется потребное количество раствора.
ISmith.ru
Хромирование
 Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 - 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
 Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
| 1 | 130-175 | 1,3 - 1,75 h3SO4 | 40-70 | 15-105 | 16-18 |
| 2 | 220-250 | 2,2 - 2,5 h3SO4 | 40-70 | 15-105 | 12-14 |
| 3 | 275-300 | 2,75 - 3,0 h3SO4 | 40-70 | 15-105 | 8-10 |
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
 В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
 Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35...50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000... 9000 Н/мм2), высокой износостойкостью и имеют меньшую хрупкость.
 Рис. 1. Зоны хромовых осадков.
Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромирования
Сверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Серная кислота (h3SO4) 8-10 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 500С, а плотность тока во время процесса хромирования более 55 А/дм2. Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм2) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит хромирования
Саморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор - сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли - сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия: Плотность тока 60-95 А/дм2. Температура 60-650С.
Молочные толстослойные покрытия: Плотность тока 20-50 А/дм2.Температура 78-800С.
Саморегулирующийся сульфатно-кремнефторидный электролит хромирования
В саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S042- и SiF62-. Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью. Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой - сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:
хромовый ангидрид (CrO3) — 250--300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромирования
Тетрахроматный электролит имеет довольно необычный для электролитов хромирования состав - наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Состав тетрахроматного электролита хромирования, г/л:
Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) - 40-60
Серная кислота (h3SO4) - 2.5-2.7
Хром трехвалентный (на Cr2O3) - 10-15
Температура электролита -18-250С. Плотность тока -10-80 А/дм2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Электролиты черного хромирования
Черное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
| Хромовый ангидрид | 250 | 200 | 250-400 | 250 | 150-400 | 250 | 250 | 200 400 |
| Уксусная кислота | - | 6.5 | 5 | - | _ | 3 | . | |
| Ванадат аммония | - | 20 | - | - | _ | _ | ||
| Оксалат железа | - | - | - | - | 15-75 | - | - | - |
| Карбамид | 2.5 | |||||||
| Фторид хрома | ||||||||
| Борная кислота | - | - | - | - | 15 | _ | ||
| Нитрат натрия | 3-5 | - | - | 5 | _ | |||
| Гексафторалюминат натрия | 0.2 | - | - | - | 0.1 | - | - | - |
| Плавиковая кислота | - | - | - | - | - | - | 0.21 | |
| Кремнефторис товодородная кислота | - | - | - | 1.25 | - | - | - | |
| Хромин | 2-3 | - | - | 1.53 | - | - | - | |
| Температура,°С | 18-25 | 10-30 | 10-30 | 18-25 | 18-25 | 15-25 | 60-70 | 18-40 |
| Плотность тока, А/дм2 | 15-30 | 50-100 | 50-100 | 10-60 | 10-50 | 10-50 | 20-30 | 50-120 |
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.
Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Осаждение хрома на алюминий и его сплав
Хром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
- Активация (удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
- Анодное оксидирование алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
impgold.ru
Хромирование в домашних условиях

5:32
Хромирование. Хромирование автомобильной двери Хромировать можно все! И в любой цвет! Обучу процессу хромирования. Проведу практические занятия. Снабжу нужными реагентами, спецодеждой, оборудованием. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chromeSkype: khromov2015

6:20
Хромирование. Я вам предлагаю... Хромировать можно все! И в любой цвет! Обучу процессу хромирования. Проведу практические занятия. Снабжу нужными реагентами, спецодеждой, оборудованием. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chromeSkype: khromov2015

2:39
Хромирование. От заказов нет отбоя ! Хромировать можно все! И в любой цвет! Обучу процессу хромирования. Проведу практические занятия. Снабжу нужными реагентами, спецодеждой, оборудованием. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chromeSkype: khromov2015

4:6
Химическая металлизация. Хромирование раков Хромировать можно все! И в любой цвет! Обучу процессу хромирования. Проведу практические занятия. Снабжу нужными реагентами, спецодеждой, оборудованием. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chromeSkype: khromov2015

10:31
Хромирование. Химическая металлизация. Моё предложение 2016 год В этом видео вы узнаете цены на оборудование и комплект реагентов для хромирования. Обращайтесь ! ------------------------------------------------------------------------------------ Обучу процессу хромирования. Проведу практические занятия. Снабжу нужными реагентами, спецодеждой, оборудованием. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chromeSkype: khromov2015

3:1
Хромирование дисков в домашних условиях.

4:31
Хромируем гирю для клиента. Это уже второй заказ от этого клиента на хромирование гири :) . До этого хромировал гирю в золото, теперь в хром. Вроде получилось классно!
 Хромирование. Моя работа спустя 1,5 года 8 месяцев назад я уже выкладывал видео с этими дисками. Вот само видео watch?v=GwyCz... Хромировать можно все! И в любой цвет! Обучу процессу хромирования. Проведу практические занятия. Снабжу нужными реагентами, спецодеждой, оборудованием. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chrome
Хромирование. Моя работа спустя 1,5 года 8 месяцев назад я уже выкладывал видео с этими дисками. Вот само видео watch?v=GwyCz... Хромировать можно все! И в любой цвет! Обучу процессу хромирования. Проведу практические занятия. Снабжу нужными реагентами, спецодеждой, оборудованием. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chromeSkype: khromov2015

3:26
Восстановление хрома на детском авто Поступил интересный заказ который захотелось заснять на видео. Человек попросил восстановить хром на детском ретро автомобиле. Наши контакты: Телефон: +79274645700, +79173820210, +79600598738 ВК: ruslankhromov ВК группа: ru_chromeSkype: khromov2015
dayz3.ru
Хромирование в домашних условиях
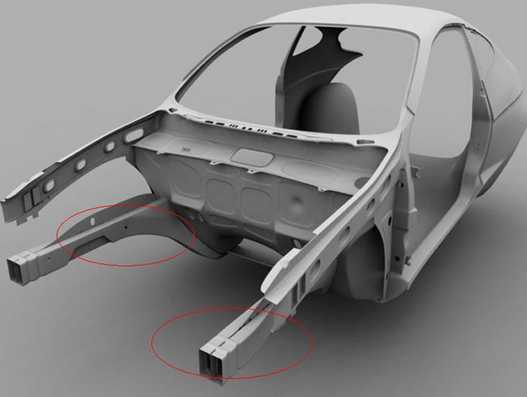
Хромирование в домашних условиях Стоит задача хромирование изделий из обычной стальной трубы диаметром 32 мм. Примерные габариты изделия 1000*500*200-250 мм. Ушло этой трубы на изделие, допустим, 5м, площадь наружной поверхности – 50 дм2. Тему меднения (хотя с медью покрытие получше) не затрагиваем (по трубам работать кислой медью, не изолируя внутреннюю поверхность от электролита, удовольствие сильно ниже среднего) – от фонаря, примерно, выбираем покрытие: матовый никель 10 мкм – блестящий никель 20 мкм, хром 1 мкм (о КЭП типа сил-никеля спросите у stallker'а – ему есть что рассказать). На этом преамбула закончилась, переходим к суровой правде жизни.- Качество поверхности основного металла
Да, блестящий никель выравнивает неплохо, но риски, царапины или, не дай бог, шов на трубе после покрытия будут бросаться в глаза куда как сильнее, чем на непокрытом изделии. Потому – переквалифицируемся в шлифовщика/полировщика. Тут помним:
а) Прямую трубу обрабатывать легче, чем согнутую.
б) Трубогибы, полюбому, не повышают чистоту поверхности.
в) Иногда, лучше сразу купить полированную трубу (при зарезах на фрезерном/лазере под сварку стоит помнить ее цену и зажимать с мягкими прокладками).
г) Сварные швы и косяки трубогиба придется чистить и подполировывать все равно.
2, Подбираем ванны и считаем их габаритыТут помним: шире ванна – ровнее покрывает, но и расход электроэнергии больше. От края ванны до уровня электролита 100 мм хватит. В длину к габаритам детали добавляем 150-200 мм, в глубину – 200 мм. По ширине принимаем промывки – 400-500 мм, электрохимические ванны – 500-600 мм, хромирование – 600-700 мм (не догма – личное мнение). Материал ванн – полипропилен, для хрома – пвх (до 50С) или, лучше, пвдф. Итого внутренние габариты: д*в*ш - 1300*800*400-700 = 0,4-0,8м3 (промывки по глубине можно делать меньше) - . По составам растворов – смотрите ГОСТ 9.305-84 (есть в сети) и спрашивайте у поставщиков импортной химии (очень неплохие аналоги, превосходящие ГОСТовские, есть) – цена химии в хромировании при долговременной работе примерно 5-15% от общей цены покрытия.
Порядок расположения ванн:
1)Электрохимическое обезжиривание (щелочные составы из ГОСТ 9.305 или покупные)
2)Промывка теплой водой (холодная вода плохо отмывает щелочь, но промывка обычным душем из ванной комнаты как дополнение к промывке погружением лишней не будет на любом этапе промывки).
3)Активация (5-10% серная кислота, можно и соляная, но она «пахнет» сильнее)
4)Промывка холодной водой
5)Никелирование матовое (от простенького никель хлористый + кислота соляная до вариаций на тему электролита Уотса – хлористый никель, сернокислый никель, борная кислота – имхо, нормально будет использовать тот же электролит что и при блестящем никелировании, но без блескообразователей).
6)Никелирование блестящее (рецептуру и режимы предоставит продавец блескообразователей – Atotech-Chemeta, Сонис, Гальванит итд итп.)
7)Непроточная промывка (опционально, но желательно)
8 )Промывка теплой водой (тут вобщем-то и холодной мыть можно, но потом же опять в хроме прогревать).
9)Хромирование (опять же от простенького 300г/л CrO3, 3 г/л h3SO4, сахар 0,8-1г/л до фторидных/кремнефторидных вариаций на эту тему – поставщики добавок те же).
10)Непроточная промывка или ванна нейтрализации бисульфитом натрия (опционально, но желательно их даже разделить – за стоки с 6-валентным хромом больно бьют).
11)Промывка
Как сушить – решайте сами.
3. Считаем электрочастьВыпрямители – 12В на все процессы хватит, примем никелирование и обезжиривание – 5А/дм2, хромирование – 40 А/дм2 (с учетом «толчка тока», хотя есть фторидные электролиты и электролиты со смешанным катализатором, для которых рабочая плотность тока 10-15а/дм2).
Обезжиривание (5А/дм2, 10 лучше, ну да ладно)- 12*250 = 3кВт
Никелирование два раза (3-5А/дм2) – 12*2*250 = 6кВт
Хромирование – 12*2000 = 24кВт
Итого: 33 кВт + примерно 10-15 кВт, чтобы все это греть.
4. ВентиляцияДвусторониие бортовые отсосы ставим на ванны электрохим. обезжиривания (1250 м3/ч), активации (1200 м3/ч), обе ванны никелирования (2*1250 м3/ч), хромирования (2500 м3/ч). От теплых и непроточных промывок тоже неплохо односторонним бортотсосом примерно по 1000 м3/ч удалять). Итого 8-10 тыс. м3/час – всю вытяжку компенсируем приточкой, которую в холодное время года придется подогревать (тепловая пушка или что-то типа нее). На воздуховод от хромирования, чтобы не поиметь проблем, придется поставить скруббер или фильтр (+20% к мощности отсоса от этой ванны). Пенообразователи и крышки позволят немного уменьшить расходы на вентиляцию, но, имхо, ниже 6000 м3/ч не выгадаете.
5.Сточные воды
Рано или поздно, недовольный клиент или не в меру любознательный сосед «стукнет» о вашем производстве куда принято. И если на фосфаты и сульфаты/хлориды могут посмотреть сквозь пальцы, то никель-хром в стоках запахнут крупненьким штрафом.
5.Всякое-разное.1) Прошу прощения за «много текста».
2) Из литературы (есть в сети) смею рекомендовать:
Виноградов. Организация гальванического производства.
Вирблис. Гальванотехника для мастеров.
Елинский. Вентиляция и отопление гальванических цехов машиностроительных предприятий.
3) По водоподготовке – вобщем-то, можно работать и на обычной водопроводной воде (так и делаю – хорошая вода, жестковатая только), но для электролитов никелирования все же деминерализированная лучше – тут установки обратного осмоса вне конкуренции.
4) Из тырнета рекомендую статью http://www.galvanik....ext-05015.shtml и обсуждение http://forum.galvani...view=getnewpost. (Прошу не воспринимать как рекламу - просто хорошо написано)
З.Ы. Не стреляйте в пианиста – все что написал, не догма – личное мнение. Все что не написал – не секрет – просто сокращал «очень много текста» до «много текста» - спрашивайте, «Язык до Киева доведет».
Сообщение отредактировал Chainicheg: 02 February 2013 - 21:51
Хромирование в домашних условияхChainicheg, да примерная схема, если только блестщее меднение добавить до полного комплекта.
Хромирование в домашних условияхstallker, так трубы же - кислая медь даже через т.н. "ударный никель" не пойдет - нет внутри трубы тока - контактная медь убьет и никелирование, и, в конце концов, тяжелоубиваемый хром. О цианистом и пирофосфатном меднении не посчитал нужным писать - освоит человек никель-никель-хром - сам о меди задумается.
Хромирование в домашних условиях Chainicheg, Трубу заглушить не сложно. Медь много рекламируют (на мыло куча приходит), из кислых сразу по железу, сам не пробовал, но рекламные красивые, блестючии, по металу дешевле выйдут. 20 микрон на блеск, никеля многовато пойдет. Тут у практиков нужно правду искать или самому пробовать что удобней выгодней и тд. Хромирование в домашних условияхstallker, 20 микрон блестящего никеля - анодная защита и для хрома, и для нижнего слоя (неважно, матовый никель это или медь) - опять же, в недрагметаллической гальванике обычно химия - 5-15% от себистоимости. Впрочем, Вы много видели хромированных труб с медным подслоем?
Хромирование в домашних условиях Chainicheg, технологии не стоят на месте. Для каждого случая удобней своя схема, в зависимости от состояния поверхности и экономии, так что пусть думают, пробуют, а еще бы на форуме отписали, как оно на практике.Сообщение отредактировал stallker: 03 February 2013 - 00:24
Хромирование в домашних условияхЗдравствуйте! Хотел освоить химическую метализацию. Купил реагентов собрал установку но к печальному удивлению не чего нормально не получаеться, то пятна остаются то коричневые потеки,уже не мало реагентов испортил! Может кто что посоветует????
Хромирование в домашних условияхTrest33, какой "торговой марки" брали химию? И что говорят поставщики?
Хромирование в домашних условияхstallker (02 February 2013 - 00:27) писал:
Для хромирования оч. важно хорошая вытяжка с фильторм, что бы агридрид не летел по трубам и дальше на улитку, хорошо применить в качестве наполнителя фильтра фторопластовую струшку. Ванна хром. горячая, уровень часто приходится пополнять дис. водой, если фильр с фторопластовой стружкой расположен вертикально, то его легко промыть, так что весь ангидрид вернется в ванну. Или сделать "вакуумную" ванну хромирования.Закрытую.Как у меня. Хоть рыбок разводи.хоть котов....Пысы..30 лет работаю с хромом в одном помещении.
чтобы усы не были желтыми-их надо сбривать...
Сообщение отредактировал dr.Vakuum: 18 April 2015 - 22:23
Хромирование в домашних условияхdr.Vakuum (18 April 2015 - 22:17) писал:
Или сделать "вакуумную" ванну хромирования.Закрытую.Как у меня.
Сколько лет проработала сие чудо ванна? Хромирование в домашних условиях А какое значение это имеет? в ней что-есть изнашиваемые детали...? Футеровка внутри- пластмассовая. ФЭН-фторопластовый. Контроль температуры- в титановой трубке.. Контроль уровня электролита-пластиковый...Зацепило?- -мне тоже нравится нестандартный подход
Главное -зрить в корень и искать недостатки..И это я еще не выкладывал наш источник питания
И так......?Сообщение отредактировал dr.Vakuum: 18 April 2015 - 23:01
Хромирование в домашних условиях выглядит как новая - обычно хром во все щили забивается - невымоешь - ей действительно 30 лет? ванна видимо заточенна на очень узкий ряд изделий маленько-компактно, да и медные штанги как новые - это новая ванна видимоСообщение отредактировал flamme: 18 April 2015 - 23:04
Хромирование в домашних условиях Теперь понял... Вам нужно фото поюзанной ванны.... а я выложил фото из архива ее построения..здесь просто лучше видны все детали...
и не надо экстраполтровать мои слова"30 лет работаю с хромом" на вид ванны... она с успехом могла быть построена и гораздо позже... я же прошу оценить саму концепцию...--- --ничего не воняет при открытом окне во время выгрузки-загрузки.Сообщение отредактировал dr.Vakuum: 18 April 2015 - 23:07
Хромирование в домашних условиях дайте пожалста свежих фото - куда там тены подведены? аноды только по углам?Сообщение отредактировал flamme: 18 April 2015 - 23:09
Хромирование в домашних условиях а зачем такие габариты ванны если загрузочное окно такое маленькое - можно и меньше и компактнее сделать - или электричество на обогрев дармовое? вообще ванна конечно зачётная - но окно загрузки яб сделал побольше и ванну подлиннее - квадрат не самое практичное для ванны - мне катца - и аноды с экранами завешивать не очень удобно наверное если деталь хитрая каянитьСообщение отредактировал flamme: 18 April 2015 - 23:14
Хромирование в домашних условияхflamme (18 April 2015 - 23:06) писал:
дайте пожалста свежих фото - куда там тены подведены?
Последнее фото-вывод ФЭНов виден под вытяжным патрубком(красный и черный) Или сквозь открытое окно
Сообщение отредактировал dr.Vakuum: 18 April 2015 - 23:14
Хромирование в домашних условияхflamme (18 April 2015 - 23:10) писал:
а зачем такие габариты ванны если загрузочное окно такое маленькое - можно и меньше и компактнее сделать - или электричество на обогрев дармовое? вообще ванна конечно зачётная - но окно загрузки яб сделал побольше и ванну подлиннее - квадрат не самое практичное для ванны - мне катца
Да ванна заточена под хромирование стоматологии.. поэтому и такое маленькое окошко..применить такое решение в больших промышленных масштабах-конечно проблематично..
Зато не воняет...и в носу не щипит... Хромирование в домашних условияхdr.Vakuum (18 April 2015 - 22:47) писал:
в ней что-есть изнашиваемые детали...? Интересно как устроены фильтры отсоса газов из ванны, сколь удобны они в работе? Хромирование в домашних условияхну так для определённого профиля очень даже отличная ванна - вы уже поработали на ванне? как оно работает?
Хромирование в домашних условияхdr.Vakuum (18 April 2015 - 23:03) писал:
--ничего не воняет при открытом окне во время выгрузки-загрузки. Это конечно радует любого гальваника.www.chipmaker.ru
Хромирование в домашних условиях
Хромирование в домашних условияхLaPHIN (сегодня, 22:47) писал:
серебро у меня только на никель садится,
Из чего вилки? Серебро потолще и потверже, лучший вариант как не крути, если только еще рыженького сверху мизер. Хромирование в домашних условияхСеребро потолще не получается, может кто видел ОСТ 64 -1-72-80 "Покрытия металлические и неметаллические, неорганические и электрополирование изделий медицинской техники" Чем скальпили покрывают? или они все из нержавейки
Хромирование в домашних условиях Вагнер, Крайний визит был на приборостроительный завод. Это тот который на "вишневой" ?stallker (вчера, 21:08) писал:
Если для блеска то хром, но для сэбя серебро предпочел бы потолще, необязательно блескучие
Серебро теряет блеск быстро, надо к нему подбирать лак. В лохматые года на одном нашем оборонном заводе был цех, где тетки в ручную полировали алюминевые рефлекторы "тазики" для авиационных прожекторов. Процесс конечно долгий, но отражающая способность была на высоте.Сообщение отредактировал zapchem: 15 December 2011 - 09:35
Хромирование в домашних условиях Вот вилки которые принесли Вот после 3-х часовой виброгалтовки с керамическим наполнителемТри вилки судя по надписям на ручках "нерж" из нержавейки, хотя магнитятся, блестят нормально, покрывать не надо. Остальные тоже магнитятся и имеют какое-то плокрытие желтоватого цвета, в некоторых местах оно стерлось. Чем покрыть чтоб был привлекательный внешний вид и не отравить начальника, может просто м-н-х? Хромирование в домашних условиях
zapchem (вчера, 09:30) писал:
... приборостроительный завод. Это тот который на "вишневой" ? Он самый, салон художественной ковки. Мне позвонили друзья из Питера и сказали что я лентяй и не хочу заниматься поиском гальваники. А они в интернете нашли телефон реальных людей. Мне стало стыдно, я позвонил "реальным людям", мне сказали что приезжай и вези железки, всё сделаем. Я приехал, сидят две женщины, они ничего не знают, образцов нет, каталогов нет, цен нет. Пришёл товарищ, с которым я разговаривал по телефону. Он сказал что всё решим. Потом пришёл пожилой дядечка, умного вида. Он сказал что детали надо сначала отполировать и почистить, потом написать письмо на имя директора, потом дождаться гальваника, который на обеде. Потом он учил нас что на всё есть прайс и что нам надо научится считать площадь поверхности самим. После обеда мы так и не увидели начальника малярки в которую входит гальваника и самого гальваника. Но смогли поговорить по телефону. Слов было много. Договорились на то, что они перешлют прайс по электронке, на мой адрес. Я напоминал им по почте. В итоге итога нет. Такое впечатление что им не нужны заказы, у них и так всё хорошо. Мне непонятно почему меня обнадёживают по телефону, я еду в другой город, теряю день, а в итоге уезжаю ни с чем. Не уверен что поеду ещё раз и будет результат. После чего я отполировал детали, обнаружил раковины и приуныл. Завтра еду на поиски сульфата никеля. Насколько мне нужно сотрудничество с толковым гальваником покажу на примере. Три года тому назад был проект кастома. Мне нужно было покрытие жёлтоватого цвета. Как раз был расцвет всяких золотосодержащих и прочих гелей. Я размечтался что покрою спицы золотом, вроде и цена была 6 руб за 1 см2. И пошло-поехало, надо лицензии, надо разрешения и так далее. Местные ювелиры шарахались от моей просьбы и крестились когда я уходил. Я понял что оно не вариант. Ещё в тюрьму посадят. А какое ещё покрытие можно использовать? Пытался заказать, ничего не добился. Пришлось остановиться на меди. Год изделие простояло в замечательном виде, под слоем восковой полироли. Потом, что совершенно естественно, медь потускнела. Полировать каждый раз всё по новой было накладно и проект умер. Как он выглядел в расцвете своих сил можно видеть на фото. 

Вагнер (вчера, 22:49) писал:
Значит надо делать ванну и хромировать, всё у Вас получится, ничего особо сложного нет. Я по молодости немного баловался гальваникой, цацки на моцык хромировал, кое-чего даже получалось: Делалось всё тяп-ляп, без никакого опыта, чисто от скуки и из подручного хлама. Сидел дома с загипсованной ногой, было немного ангидрида - решил попробовать. Ежели интересно, могу рассказать. Но мой опыт в ентом деле более чем скромный, гуру затюкают . Хромирование в домашних условиях Вилки всё-же захромировалПрикрепленные изображения
Вагнер (вчера, 23:49) писал:
Завтра еду на поиски сульфата никеля.
Насчет сульфата не помню, надо смотреть. А вот ацетат и нитрат никеля есть, если нужно подкину. тел.90-46-12. Насчет завода скажу он принадлежит москау. Директор ездил к ним каждую неделю поездом, запретили. Нужно самолетом, ибо понты. Так что сами понимиете как им до нас.Сообщение отредактировал zapchem: 16 December 2011 - 21:49
Хромирование в домашних условиях На сенном рынке никогда реактивов не было. То есть ничего не нашли. Дали телефон оптовой базы. В Саратове есть оптовая база по реактивам Вежливая и, что нетипично для наших мест, грамотная тётенька, на наш сбивчивый вопрос о нитратехлоридесульфидечегонибудьблестящего, ответила что хром это зло, сейчас есть альтернативные покрытия не хуже качеством, но надо лицензию. Мы спросили: "А чего нибудь без лицензии, по 100 грамм на человека?" Она сказала что сейчас узнает. После чего исчезла в астрале, не в силах ответить на поставленный вопрос. Телефон больше не отвечал. Опять мимо. Всё сильнее мне кажется что гальваника это закрытый клуб для избранных. Туда чужих неспециалистов с лоховскими лицами не принимают. А как хотелось бы к общему котлу. Туда, где в большом и светлом помещении люди извлекают из бурлящих ванн блестящие предметы.И пока все заняты волшебством, подойти незаметно с заранее приготовленным половничком и трёхлитровой банкой и черпануть заветного зелья. А потом убежать.
Хромирование в домашних условиях Вагнер, если нужен хромовый ангидрид и другие реактивы, свяжитесь с фирмой Русхим http://rushim.ru У них всё есть, доставку на Ваш адрес сделают транспортной компанией, оплатите через банк, всё будет в лучшем виде. Хромирование в домашних условиях Спасибо за ссылку. Действительно там есть растворы по никелированию и по хромированию. После Нового Года попробую заказать. А можно в двух словах рассказать про процесс хромирования? Сначала медь, потом никель, потом хром? А алюминиевые сплавы хромируют через цинкатную обработку? Хромирование в домашних условияхВагнер (сегодня, 12:30) писал:
А можно в двух словах рассказать про процесс хромирования?
На форуме таких тем много было, нужно поиском пользоватся и задавать конкретные вопросы. Все расчеты начинаются с габаритов и площади порываемых поверхностей, Первый вопрос: сеть потянет ванну хромирования?Сообщение отредактировал stallker: 19 December 2011 - 13:37
Хромирование в домашних условиях Обычно темы на форумах это общение. Получить полезную информацию можно только если ты специалист и понимаешь о чём речь. о хромированию для начинающих надо подробную статью с фотографиями и комментариями. Чуть ли не комиксы. Тогда будет польза. Вот пример такой темы:тут
Так же, пошагово надо делать процесс никелирования или хромирования и фотографировать результат. Потом создать тему с комментариями и фотографиями. Пока я, как неспециалист по гальванике, уяснил для себя следующее: 1. Хромировать дома нельзя, погибнет всё живое в доме и в радиусе 100 метров от дома. 2. Никелировать можно, погибнет только кот и рыбки в аквариуме. 3. Знаю где купить реактивы в сухом виде, осталось разобраться чем их развести. 4. На заводах, где есть гальваника, особенно не утруждают себя частными заказами. Насчёт мощности сети. Планирую использовать аккумуляторы и реостат. Это дешевле и безопаснее, чем мощный блок питания. И мощность сети тут не играет роли. Хотя понимаю что сварочный инвертор просится на роль блока питания. Пока работал с плотностью тока 1А на 1 см2 Относительно небольшие детали цинковались без проблем, детали с большей площадью, типа пружин подвески мопеда, цинковал в два приёма, верхнюю и нижнюю часть по отдельности. Иначе провода, сечением 6 см2, начинали нагреваться, а амперметр на 50А зашкаливал. Раствор в двухлитровой ванне соответственно закипал через несколько минут гальванических процессов.Сообщение отредактировал Вагнер: 20 December 2011 - 12:20
Хромирование в домашних условияхalexey45, Здравствуйте Алексей вот такая задача нужно сделать кингурятник на паджеро есть труба ф32 нержа и простая труба нержу как я понял ложно полировать а вот с гольваникой очень интересно если не трудно опишите процесс Спасибо!!!
Хромирование в домашних условияхВагнер, не зря Викторович спросил про сеть.пример-у мну реостаты весят 40-50кг, а трансформатор для гальваники имеет 20КВТ мощности-для стабильности режима.далеко не каждая сеть выдержит.+ к ентому промывочные ванны и вентиляция кубов на 100\час.приток воздуха греть надо.....колорифер нужен...где так
Хромирование в домашних условияхВагнер (20 December 2011 - 12:18) писал:
1. Хромировать дома нельзя, погибнет всё живое в доме и в радиусе 100 метров от дома. 2. Никелировать можно, погибнет только кот и рыбки в аквариуме. Когда не знакомые с технологией люди пытаются судить о вредности гальван. процесов доходит до смешного, как правило или многкратно переоценивают вредность или обратное не соблюдают элементарных правил, как например одеть очки при входе в цех. Знакомый гальваник, уже отработавший свой срок, мне расказал, если капля раствора хромовой кислоты попадает в глаз, то вид густого тумана будет пару недель, делайте выводы. Хромирование в домашних условиях Для хромирования оч. важно хорошая вытяжка с фильторм, что бы агридрид не летел по трубам и дальше на улитку, хорошо применить в качестве наполнителя фильтра фторопластовую струшку. Ванна хром. горячая, уровень часто приходится пополнять дис. водой, если фильр с фторопластовой стружкой расположен вертикально, то его легко промыть, так что весь ангидрид вернется в ванну. Хромирование в домашних условияхи как правило все нагрузки на елестричество однофазные-20-30квт не шутки. и не все соседи будут восторгаться при этом.
Хромирование в домашних условияхВот это гляньте. Не хромирование.. что-то другое..не поймешь чего.. На Ютубе с год как стало полно таких видео..
Хромирование в домашних условиях alex56, серебрение, не стоит тему засорять похожими технологиями.www.chipmaker.ru
E@>20=85 :
 4 years ago Grateful Dead 11-20-85 Henry J. Kaiser Oakland CA
4 years ago Grateful Dead 11-20-85 Henry J. Kaiser Oakland CA
Setlist: Set 1 Jack Straw Peggy-O C C Rider Stagger Lee My Brother Esau High Time Beat It On Down The Line Promised Land Don't Ease Me In Video assets ...
 10 months ago The Chainsmokers - Closer ft. Halsey
10 months ago The Chainsmokers - Closer ft. Halsey The Chainsmokers debut album 'Memories... Do Not Open' out April 7th featuring "Something Just Like This", "Paris" and 10 brand new songs from The ...
 1 year ago 未確認生物はまだこんなにいた!不思議で奇妙な謎の動物20選!
1 year ago 未確認生物はまだこんなにいた!不思議で奇妙な謎の動物20選! 未確認生物はまだこんなにいた!不思議で奇妙な謎の動物20選! 引用元:http://www.itmedia.co.jp/lifestyle/articles/1602/07/news008.html ...
 11 months ago Code Lyoko 4° serie Ep 20 85 IT Il tradimento di Odd
11 months ago Code Lyoko 4° serie Ep 20 85 IT Il tradimento di Odd iscrivetevi e lasciate un like se vi e piaciuto.
 11 months ago Grateful Dead The Spectrum, Philadelphia, PA 9/8/88 Complete Show
11 months ago Grateful Dead The Spectrum, Philadelphia, PA 9/8/88 Complete Show Grateful Dead September 8, 1988 The Spectrum Philadelphia, PA Brokedown House Production Taped Anon Tapes Provided by Ian Production Consultant: ...
 4 years ago Grateful Dead 11-20-85 HighTime
4 years ago Grateful Dead 11-20-85 HighTime Well you know ....
 3 years ago Grateful Dead "Crazyfingers - Supplication Jam - High Time" Saratoga Springs, NY 6-27-85
3 years ago Grateful Dead "Crazyfingers - Supplication Jam - High Time" Saratoga Springs, NY 6-27-85 Mastered by C. Ladner: SBD - MC - DAT(48KHz) - DAT playback on Sony PCM-R500 - unbalanced XLR analog outputs - Neutrik inputs, Presonus Firebox ...
 2 years ago Hulk Hogan & Sid Justice vs Ric Flair & Undertaker SNME 2 8 92
2 years ago Hulk Hogan & Sid Justice vs Ric Flair & Undertaker SNME 2 8 92  6 years ago Smart CDI 2005 20-85 km/h
6 years ago Smart CDI 2005 20-85 km/h CDI.
 3 months ago ZE 18 (20,00 km) Ponte de Lima
3 months ago ZE 18 (20,00 km) Ponte de Lima SS 4/7 Ponte de Lima, 19.05.2017 27,46 km Ponte de Lima 1 – 11h56 Ponte de Lima 2 – 17h56.
7 months ago兵庫水軍の第三協栄丸(だいさんきょうえいまる)さんが忍術学園を訪ねて来た。外出中の小松田(こまつだ)さんに代わって、乱太郎(らんた...
 3 months ago ZE 2 (3,79 km) – Shakedown
3 months ago ZE 2 (3,79 km) – Shakedown Shakedown – 18.05.2017 4,60 km Pilotos P1 – 07h40 / 11h40 Pilotos P2 e P3 – 09h00 / 11h40 Não prioritários – 11h40 / 13h00.
 1 year ago Maştağada 35.000 AZN 1.5 sotda 3 otaqlı
1 year ago Maştağada 35.000 AZN 1.5 sotda 3 otaqlı Sabuncu rayonu Maştağa qəsəbəsində 293 saylı orta məktəbə yaxın 1,5 sot torpaq sahəsində tikilmiş 5 daş kürsülü,ümumi sahəsi 85 kv.m olan 3 otaqlı ev satılır ...
 1 year ago Minecraft: Sky Factory Ep. 20 - THE GREATEST DAY
1 year ago Minecraft: Sky Factory Ep. 20 - THE GREATEST DAY Live streams daily at 12pm Pacific/3pm Eastern/8pm at http://www.twitch.tv/captainsparklez Previous: https://www.youtube.com/watch?v=jOrQTU45kUM Sky ...
 4 years ago Liqui Moly zwiększenie mocy silnika auta na przykładzie BMW - Mobiltop.pl
4 years ago Liqui Moly zwiększenie mocy silnika auta na przykładzie BMW - Mobiltop.pl Pełna wersja pomiarów zwiększenia mocy BMW E30 http://mobiltop.pl/index.php?route=product/category&path=63 ...
 7 years ago
7 years ago e55 first and second gear pull.
 3 years ago Ed Sheeran - I See Fire (Music Video)
3 years ago Ed Sheeran - I See Fire (Music Video) Music video for "I See Fire" Performed by Ed Sheeran Buy on iTunes: http://smarturl.it/smaugi See The Hobbit: The Desolation of Smaug in theaters December ...
 3 years ago
3 years ago Download Avicii's album "True" including "Addicted To You" now on: iTunes: http://smarturl.it/itrue Amazon: http://smarturl.it/atrue Google Play: ...
 1 year ago ENEM 2015 Matemática #8 - Estatística e Cálculo da Mediana e Média Aritmética
1 year ago ENEM 2015 Matemática #8 - Estatística e Cálculo da Mediana e Média Aritmética Conheça nossa plataforma em http://www.matematicario.com.br Questão 143 do ENEM 2015 sobre cálculo da mediana com um número par de dados e, ...
 9 months ago
9 months ago Olááááá !! Sabe aquele lugar escondido em um motor!? Aquele que não cabe um dedo ou meio olho. Com esse Boroscópio o problema acabou! Temos como ...
 1 year ago MTV footage and commercials (December 8, 1985)
1 year ago MTV footage and commercials (December 8, 1985) This is actually not a continuous block of programming but taken from three different snippets of programming. 1. A Presentation of MTV brick wall bumper 2.
 5 years ago Evo 8 MR on E85. 20-85 pull
5 years ago Evo 8 MR on E85. 20-85 pull my 05 Evo MR tuned on E85 405whp/405wtq.
 3 months ago Apresentação do Vodafone Rally de Portugal 2017 em Leixões
3 months ago Apresentação do Vodafone Rally de Portugal 2017 em Leixões A edição de 2017 do Vodafone Rally de Portugal foi oficialmente apresentada no Terminal de Cruzeiros de Leixões, às entidades oficiais, incluíndo ...
 3 years ago Razones y proporciones ¿ que es una razon y una proporcion ?
3 years ago Razones y proporciones ¿ que es una razon y una proporcion ? Tienes dudas? las resolvemos aquí: https://www.facebook.com/ATLANIXweb/ Nuestra escuela de Física y Matemáticas, regalanos un LIKE !!! :D Para el último ...
 5 years ago Grateful Dead 11-10-85 Brendan Byrne Arena East Rutherford NJ
5 years ago Grateful Dead 11-10-85 Brendan Byrne Arena East Rutherford NJ Setlist: Set 1 Hell In A Bucket* Sugaree 6:11 Cassidy Stagger Lee It's All Over Now Row Jimmy Feel Like A Stranger 46:10 *missing nearly all - filled with ...
 5 years ago Grateful Dead 10-16-89 Brendan Byrne Arena East Rutherford NJ
5 years ago Grateful Dead 10-16-89 Brendan Byrne Arena East Rutherford NJ Setlist: Set 1 Picasso Moon Mississippi Half-Step Feel Like A Stranger Good Time Blues Built To Last Memphis Blues Let It Grow Deal Set 2 Dark Star 1:08:00 ...
 4 years ago Code Lyoko 2° serie Ep. 20 (46) IT: Oscure visioni
4 years ago Code Lyoko 2° serie Ep. 20 (46) IT: Oscure visioni Tutti i marchi, i loghi, i personaggi e i nomi sono dei loro rispettivi autori. Copyright Moonscoop e France3. Trasmesso e registrato da Rai Gulp.
videolike.org