Гальваника в домашних условиях цинкование
Цинкование в домашних условиях – доступный способ защиты металлов
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:
- горячий;
- газо-термическое напыление;
- холодный;
- гальванический.

Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое ("чешуйчатое") покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.

Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. "Холодное" покрытие может прослужить дольше, чем "горячее", в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который "растворится", а на изделии образуется слой цинка. Время обработки – 10–40 минут.
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм2). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).
Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.
Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции "порошок"-"связующее" бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- содержание мелкодисперсной химически чистой цинковой пудры 96 %;
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).

Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.
Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.
tutmet.ru
Гальваническое цинкование металла: технология, оборудование
Гальваническое цинкование – эффективный и недорогой, а потому распространенный способ защиты черных металлов от коррозии. Чаще всего его используют при производстве метизов и крепежных изделий, а также стальной сетки.
Способы нанесения цинкового покрытия
Антикоррозионное цинкование выполняется различными способами, а срок службы покрытия зависит от толщины защитного слоя.
Способ нанесения покрытия зависит от его необходимых свойств, размеров изделия, условий его дальнейшей эксплуатации.
Самый простой и технологичный, но недостаточно обеспечивающий стойкость к механическим воздействиям защитного слоя, – это холодное цинкование с помощью грунтов, в которых в большом количестве содержится высокодисперсный цинковый порошок.
По объему цинковальных производств второе место занимает горячее цинкование. Покрытие, получаемое таким способом, качественное и долговечное, но экологически небезопасное, так как используется расплав цинка, да еще на поддержание его температуры немногим меньше 500 °С необходимо большое количество электроэнергии, химические методы подготовки поверхности.
Очень похож на горячее цинкование более технологичный, но менее производительный метод термодиффузионного нанесения защитного слоя. Он используется, когда задаются высокие требования к толщине и внешнему виду покрытия.
Еще один способ цинкования – это газо-термическое напыление, которое используется для защиты крупногабаритных изделий и конструкций, которые в ванну просто невозможно поместить.
Гальваническое цинкование лишено многих недостатков других способов нанесения покрытия и имеет свои положительные стороны.
Преимущества гальванического цинкования
Способ нанесения цинкового покрытия путем электролиза наиболее распространен.
Основным достоинством, из-за которого применяется именно гальваническое цинкование металла, является высокая степень защищенности поверхности материала от коррозии. Тонкий слой цинка увеличивает срок службы изделий в несколько раз, а значит, и снижает затраты на их техническое обслуживание и замену.
Покрытие получается ровным, без потеков и капель, сохраняется и форма, и размер изделия. Нанести его можно на предметы любой, даже самой сложной формы.
Гладкие и блестящие декоративные покрытия не требуют в большинстве случаев дополнительной обработки.
Кроме того, сам процесс нанесения цинкового покрытия требует незначительных расходов, а гальванические агрегаты обладают высокой производительностью.
Недостатки гальванического цинкования
Способ нанесения защитного покрытия электролизом не лишен недостатков.
Основной недостаток – низкая адгезия цинка с металлом, из-за которой поверхность изделия необходимо тщательно зачищать.
Минусом также является образование в процессе нанесения покрытия ядовитых отходов, требующих серьезной очистки.
Несоблюдение режимов может привести к наполнению водородом основного металла, что приводит к хрупкости самого изделия и к нарушению качества покрытия.
Принцип действия
Гальваническое цинкование основано на принципе защитного действия, который определяется разностью электрохимических потенциалов цинка и железа. Поскольку цинк имеет меньший электрохимический потенциал, покрытие из него является протекторной защитой для черных металлов. То есть во влажной среде электрохимической коррозии подвергается именно он.
При окислении железа образуются оксиды, имеющие больший объем, чем первоначальный металл. Оксидная пленка становится рыхлой и пропускает к еще не окисленному металлу кислород. А на цинке при окислении пленка образуется тонкая и плотная, она не пропускает кислород вглубь металла, защищая не только покрытие, но и основной металл под ним.
Виды гальванического цинкования
Цинкование гальваническое – технология, представляющая собой электролиз, т. е. электрохимические окислительно-восстановительные процессы в электролите под действием постоянного электрического тока.
По составу электролита цинкование делится на три вида: кислотное, цианидное и щелочное.
Чаще всего используется метод нанесения цинкового покрытия в слабокислых электролитах, особенно для чугунных и стальных деталей сложной конфигурации. Изделия из углеродистых и легированных сталей при этом виде цинкования меньше подвергаются возникновению водородной хрупкости, да и внешний вид получается превосходный, с замечательным декоративным эффектом в широкой цветовой гамме.
Дополнительная защита при цинковании
Защитное действие покрытий из цинка зависит от его толщины, которая при гальваническом нанесении всего 5 мкм, и характера электролита.
В некоторых случаях защитные свойства цинкового покрытия увеличиваются пассивированием, фосфатированием или покраской.
Пассивирование (хроматирование) – химическая обработка изделий в растворах с хромовой кислотой либо ее солями, в результате которой на поверхности образуются хроматные пленки. Это процесс усиливает не столько защитные свойства, сколько декоративные, потому что в результате усиливается блеск покрытия, и оно может быть окрашено в различные цвета.
При фосфатировании (обработке в солях фосфорной кислоты) оцинкованных изделий на поверхности пленка образуется фосфатная. После фосфатирования может еще наноситься лакокрасочное покрытие.
Этапы гальванического цинкования
На производстве гальваническое цинкование состоит из нескольких технологических процессов, каждый из которых завершается промывкой водой в проточной ванне или щеточно-моечным способом.
Сначала изделия тщательно очищаются от ржавчины, окалины, технологической смазки, остатков охлаждающей жидкости или краски и обезжириваются в щелочных растворах. Затем происходит обезжиривание электролитическое.
После него протравливаются в водном растворе соляной кислоты, при котором поверхность окончательно очищается без нарушения поверхностного слоя и происходит ее декапирование – активация перед нанесением цинкового покрытия. Только потом производится собственно цинкование.
После него, при необходимости, изделия осветляются и очищаются от окисной пленки в водном растворе азотной кислоты, затем фосфатирование, пассивация и сушка.
При цинковании различных изделий могут выполняться дополнительные операции. Например, полосу перед цинкованием разматывают, сваривают концы, правят, а после него промасливают и сматывают.
Оборудование гальванического цинкования
Гальваническая линия - это определенная последовательность промывочных и технологических ванн, в которых создаются одно- или многослойное цинковое покрытие с требуемыми функциональными свойствами.
В соответствии с объемами производства используется оборудование с различной степенью механизации. На крупных предприятиях устанавливаются механизированные линии с автоматическим управлением. Существуют линии с частичным или полным ручным управлением, а также мини-линии.
Линия гальванического цинкования состоит не только из ванн. В нее входят транспортные системы различной конструкции, обязательно оборудование для очистки сточных вод, вспомогательное оборудование, к которому относятся приспособления для цинкования, ТЭНы, теплообменники, катодные и анодные штанги.
В дополнительное оборудование входят системы вентиляции, сушильные камеры и шкафы, холодильное оборудование, фильтровальные установки, оборудование получения демиводы, насосы.
Электролиты для цинкования
Для гальванического цинкования в зависимости от назначения изделия применяют электролиты, которые делятся на две основные группы.
Электролиты, в которых цинк находится в виде простых гидратированных ионов, называют простыми кислыми. Это борфтористоводородные, сульфатные и хлоридные растворы.
Сложные комплексные кислые и щелочные электролиты содержат цинк в комплексных ионах с положительным и отрицательным зарядом. Это аммиакатные, пирофосфатные, цианидные и другие растворы.
От того, какой электролит применяется, зависит в первую очередь скорость осаждения, а затем качество осадков цинка на изделии (катоде).
Из комплексных электролитов цинк оседает на катоде при высоком рассеивании ионов. При увеличении плотности тока выход металла снижается и увеличивается выход водорода.
Поэтому цинкование в сложных электролитах производится при малой плотности тока, а покрытие получается очень качественное, мелкозернистое и равномерное.
В слабокислых простых электролитах гальваническое цинкование, в домашних условиях в том числе, проходит при большой плотности тока, с большей, чем при использовании сложных растворов, скоростью. Внешний вид изделий получается хороший, но покрытие не очень качественное и подходит только для изделий достаточно простой формы.
Гальваническое цинкование
Технологический процесс непосредственно цинкования происходит в ванне с электролитом. В нее опускаются изделия из черного металла, к которым через специальные электроды подводится электрический ток (катод), и чистый цинк в виде шаров или пластин, уложенных в специальные сетчатые секции (анод).
В процессе электрохимической реакции под воздействием электрического тока плотностью от 1 до 5 А/дм цинк растворяется в электролите, затем его ионы оседают на катоде, образуя гальваническое покрытие толщиной 4-25 мкм.
Именно с использованием такой технологии получают крепежные изделия (болты и гайки) с равномерным и блестящим покрытием.
Автоматизированная линия для гальванического цинкования
Современная линия гальванического цинкования – это полностью автоматизированная линия, на которой осуществляются все этапы нанесения покрытия, включая сварку и качественное обезжиривание изделий разного назначения и конфигурации.
Автоматическая линия в общем случае состоит из комплекта технологических гальванических ванн, модульных выпрямителей, стенда загрузки/разгрузки, транспортного оборудования, оборудования для вытяжной вентиляции, подвода воды и отвода канализационных стоков, металлокаркаса с трапом обслуживания.
Гальванические ванны могут изготавливаться из нержавеющей стали, стали, футерованной полимерными материалами или резиной. Современные ванны, сваренные из листовых полимеров, все больше вытесняют металлические емкости. Выбор материала ванн зависит от состава и концентрации электролита и рабочей температуры.
Коммуникации систем водоснабжения и канализации, и в большинстве случаев вентиляции располагаются под ваннами и также изготавливаются из полипропилена.
Размеры линии определяются ее производительностью и габаритами гальванических ванн.
Гальваническое цинкование происходит с образованием сточных вод с высокой концентрацией ионов тяжелых металлов. Поэтому их отстаивают, фильтруют, нейтрализуют, используют химическое осаждение, сорбцию и другие процессы в емкостях из инженерных полимеров.
Электролитическое цинкование в домашних условиях
Гальваническое цинкование, своими руками производимое, начинается с подбора материалов. Электролитом может служить раствор хлорида цинка и соляной кислоты в дистиллированной воде. Это так называемая паяльная кислота, которая чаще всего используется в домашних условиях. Умельцы протравливают цинк в аккумуляторной серной кислоте и получают электролит ZnSO4, но этот процесс опасен, поскольку при реакции выделяется взрывоопасный водород и теплота. В электролите ни в коем случае не должно быть осадка из нерастворенных кристаллов соли.
Чистый цинк можно купить в магазине химреактивов или на радиорынке, а можно получить из солевых батареек или плавких предохранителей, сохранившихся со времен Советского Союза.
Гальванической ванной может служить стеклянная или пластиковая емкость. В нее устанавливаются штативы для анода и катода. Анод – это пластина цинка, к которой от источника питания подсоединяется «плюс». Чем больше анод, тем более равномерным получится покрытие на катоде, изделии, на которое будет наноситься защитное покрытие. Анодов может быть несколько, их можно располагать вокруг катода на одинаковом расстоянии, чтобы его поверхность покрывалась цинком равномерно и одновременно со всех сторон. К катоду подсоединяется «минус» источника питания.
Даже когда в домашних условиях производится цинкование гальваническое, технология обязательно включает тщательную очистку и обезжиривание детали, а также ее активацию в растворе кислоты.
Источник питания – это автомобильный аккумулятор с лампой накаливания небольшой мощности или другого потребителя в схеме, чтобы сила тока в цепи была ниже, или блок питания с постоянным напряжением на выходе. Главное, чтобы не было бурного кипения электролита в процессе цинкования.
Собственно цинкование происходит, когда аноды и катод опущены в электролит и замкнута электрическая цепь. Чем дольше длится процесс, тем толще слой цинка получается на изделии.
С помощью гальванического цинкования защитное покрытие на изделиях становится точным, равномерным и гладким, с декоративным эффектом. Его используют и в промышленности, и в домашних условиях, несмотря на то что требуется очистка сточных вод от экологически опасных отходов.
fb.ru
Цинкование в домашних условиях | Строительный портал
Самым страшным заболеванием изделий, которые изготовлены из металла, выступает коррозия, которая разрушает их постепенно. Как же можно побороть этот недуг? Одним из способов считается покрытие поражённого участка массой, что содержит значительное количество цинка: доля его содержания может достигать 95%. Процесс создания цинкового покрытия на металле абсолютно ничего сложного собой не представляет и не требует огромных финансовых затрат.
Содержание:
Необходимость защиты от коррозии
Любой металл нуждается в создании защитного покрытия от ржавчины, коррозии и других вредных воздействий, способных разрушить изделие. Благодаря разным технологиям по обработке металлов защитить поверхность металла и продлить срок использования изделия совсем несложно.
В мировой практике из металлических покрытий чаще всего используются цинковые. Главными причинами, что обуславливают выбор в пользу цинковых покрытий для изделий из металла, являются невысокая цена цинка и стоимость цинкования, а также наличие более электроотрицательного стационарного потенциала, чем железо, при воздействии агрессивных сред.
Оцинковка металла (цинкование) – покрытие поверхности металла цинком, который благодаря своей хрупкости и минимальному уровню твердости обеспечивает любому изделию надежную защиту. Слой окиси на покрытии достаточно прочен, цинк является более активным материалом, чем железо, поэтому он значительно замедляет коррозию.

Цинк быстрее вступает в реакцию с коррозией, чем она добирается до основного металлического слоя, поэтому деталь останется не тронутой. И пока на изделии остается хотя бы кусочек цинка, вокруг него железо не ржавеет. Даже если цинковое покрытие имеет повреждения, или отсутствует в некоторых местах, его защитные свойства сохраняются.
Таким образом, цинковые покрытия выполняют роль протекторов, что «размазаны» по поверхности защищаемой детали. Оцинковку металла в основном проводят при помощи специального производственного оборудования разными методами. К тому же возможно осуществление цинкования в домашних условиях.
Методы цинкования
Процедура нанесения на изделие из металла цинкового покрытия производится одним из следующих способов: горячее цинкование, холодная окраска, нанесение гальванических покрытий, газо-термическое напыление цинка и термодиффузионное цинкование. Способ нанесения покрытия на деталь принято выбирать, зависимо от условий будущего использования и желаемых свойств протекторного слоя. В одном изделии может использоваться несколько типов покрытий.

Независимо от выбора метода цинкования, чтобы получить качественный результат, важно правильно подобрать толщину цинкового покрытия, зависящую от времени и температуры процедуры. Также следует помнить, что цинкованное металлоизделие не должно подвергаться никаким механическим воздействиям.
Горячее цинкование
Цинковые покрытия, которые создаются посредством процедуры горячего цинкования, занимают по объему цинковальных производств второе место, а по долговечности и качеству являются сегодня одними из лучших. Хотя и присутствуют проблемы экологической безопасности, которые обусловлены наличием расплава цинка и использованием химической методики подготовки поверхности.
Технология горячего цинкования металла состоит из двух этапов: подготовки поверхности и непосредственно цинкования металла. Подготовка поверхности перед горячей оцинковкой состоит в последовательном выполнении таких операций: обезжиривание поверхности под цинкование, травление поверхности металла, промывание и флюсование металла, а также просушивание поверхности.

После прохождения всех стадий подготовки нужно высушить изделие. Нанесение цинка совершается путем использования специального оборудования для горячего цинкования и погружения сухого подготовленного изделия в ванну с горячим цинком. На поверхности детали образуется сплав Fe-Zn, предохраняющий от коррозии.
Недостатком данного метода служит то, что ванны для обработки металла, зачастую ограничены в размерах и не способны предоставить возможность для обработки нужной конструкции. Хотя в современной ванне легко умещаются строительные леса, мачты освещения и опоры линий электропередач.
Холодное цинкование
Широкое распространение в последние годы получила методика холодного цинкования металла посредством окраски металлоизделий грунтом с высоким содержанием цинкового порошка. В готовом покрытии цинка 89-93%. Способ отличается высокой технологичностью и простотой выполнения. Распыленный цинк наносится на поверхность как обычная краска - с помощью валика или кисточки. Также можно использовать для этой цели распылители, которые сокращают время на цинкование и позволяют достать до самых отдаленных мест.
Такой метод считается очень эффективным для конструкций, которые обработать другим способом нельзя – к примеру, для закрепленных труб, арматуры линий передач, элементов железнодорожных путей, нефтяной арматуры, дорожных ограждений, мебельной фурнитуры и прочих неподвижных стационарных объектов.

Процедура считается действенной и для проведения ремонта поверхностей, что были оцинкованы ранее. Холодное цинкование стали осуществляется в широких границах температуры, а покрытие получается эластичным, выдерживающим механические деформации и термическое расширение.
Срок службы холодной оцинковки может превышать время эксплуатации горячей в 3-4 раза. К недостаткам методики относят невысокую стойкость к механическому воздействию и потребность тщательного контроля условий труда из-за использования органического растворителя.
Гальваническое цинкование
Процедура гальванического цинкования позволяет создать особенно гладкое и точное цинковое покрытие поверхности металла. Подобная методика оцинковки предполагает нанесения покрытия при совершении электрохимического воздействия. Она подходит для проводящих и не проводящих ток материалов. Толщина гальванического покрытия обычно составляет 20-30 мкм.
При гальваническом цинковании металла осаждаемое покрытие получается точного и равномерного размера, блестящее, декоративное. Адгезия подобных покрытий обеспечена молекулярными силами, которые наблюдаются при взаимодействии основного металла и молекул цинка. На силу подобного взаимодействия влияет присутствие любых пленок (окисных или жировых) на поверхности покрываемого изделия, чего полностью не избежать при массовом производстве.

Технология цинкования электролизом состоит в следующем: стальная конструкция, подвергаемая цинкованию, и пластины цинка погружаются в емкость с электролитом. Пластины и изделие подключаются к источнику тока. Цинковый анод во время электролиза растворяется, оседая на поверхности стальной детали.
Среди преимуществ метода можно выделить хороший декоративный аспект. Вместе с этим процедура электролитического цинкования имеет один серьёзный недостаток: цена цинкования состоит не только из стоимости цинка и электролита. Электрохимическая оцинковка сопровождается образованием опасных отходов, поэтому нужна очистка от цинка сточных вод, что является достаточно дорогостоящей процедурой.
Термодиффузионное цинкование
Процедура термодиффузионного цинкования является еще одним видом цинкования. Методика ТДЦ известна достаточно давно. Впервые она была применена в Англии в начале 20 столетия и получила название «шерардизация». Впоследствии была несколько подзабыта, уступив место другим способам цинкования. Однако с девяностых интерес к методике вновь возрос.
Сущность термодиффузионного цинкования заключается в образовании цинкового покрытия на поверхности железа за счет перехода при температуре больше 2600 градусов атомов цинка в паровую фазу, что способствует их проникновению в железную подложку. В процессе формируется железноцинковый сплав сложнейшей фазовой структуры. Технологию цинкования ТДЦ используют, если необходимо создать слой цинка толщине больше 15 мкм.

Возникновение такого покрытия возможно исключительно при высоких температурах и в замкнутом пространстве муфелей или реторт, которые заполнены цинкуемыми деталями и порошковой смесью, содержащей цинк. Металлические изделия в данном случае проходят аналогичные стадии, как и при процессе горячего цинкования, а в конце загружаются во вращающуюся барабанную печь, где материал и покрывается цинком.
Методика ТДЦ имеет ряд достоинств перед другими методами цинкования:
- процесс цинкования безопасен с экологической позиции;
- получаемое покрытие не имеет пор и отличается высокой адгезией к подложке благодаря диффузионному слою;
- защитная способность цинкового покрытия в 5 раз больше, чем у гальванических покрытий;
- толщина покрытия изменяется в широком интервале;
- покрытие точно воспроизводит форму деталей самой сложной конфигурации (отверстия, резьба, полости, внутренние поверхности, щели);
- отходы процесса не требуют захоронения.
Но вместе с этим методика ТДЦ имеет свои недостатки, к примеру, у цинкового покрытия отсутствуют декоративные свойства - покрытие получается без блеска, темно-серого цвета. Производительность - относительно небольшая, присутствуют вредные аэрозоли цинковой пыли, часто возникают такие дефекты цинкового покрытия, как неравномерность по толщине.
Газо-термическое цынкование
При цинковании напылением покрытие металла цинком осуществляется следующим образом: расплавляется металл в виде порошка или проволоки, и напыление цинка на изделие происходит в газовом потоке. Метализационные газотермические покрытия являются оптимальным решением для защиты крупногабаритных металлоконструкций от коррозии, которые не помещаются в гальваническую ванну или емкость с расплавом цинка.

Расплавленные частицы цинка деформируются при ударении о поверхность металла, образуя так называемое «чешуйчатое» покрытие. Формируется при этом пористое покрытие, которое нуждается в покрытии порозаполнителем в виде лакокрасочных материалов. Подобные комбинированные покрытия обладают долговременной защитой в разных условиях использования – морская и пресная вода, атмосферные условия.
Цинкование в домашних условиях
Перед проведением цинкования своими руками изделие необходимо подготовить и зачистить надлежащим образом поверхность. Чем вы сделаете это лучше, тем ровнее и прочнее ляжет цинк. Потом металлическую деталь следует активировать, для этого опустите её в серную кислоту на 2-10 секунд. Потом сразу же промойте её, погрузив в воду, и приступайте к анодированию.
Установки для цинкования могут быть изготовлены следующим образом. Подберите посуду из инертного материала – винипласта или стекла. Если деталь небольшая, то можно взять даже литровую банку. Учитывайте возможность закрепления электрода и изделия, которое является вторым электродом, на ней. Подвеску электродов осуществляйте на медной проволоке.

Возьмите в качестве источника тока зарядное устройство 2-6 Ампер, 6-12 Вольт. Электролитом для домашнего цинкования теоретически может быть практически любая соль, которая растворяется в воде, на практике же легче приготовить соль цинка. Можно взять аккумуляторный электролит (разведенную серную кислоту), поместите в него цинк. После прекращения реакции цинк останется, а кислота перейдет в соль. Если кислота является слишком концентрированной, то на дне возникнут кристаллы сульфата цинка, тогда слегка разбавьте электролит водой.
После этого процедите электролит и залейте в посуду для цинкования. Цинковый электрод вы можете выполнить из куска цинка, просверлив отверстие в нем и подвесив на проволоке из меди. Площадь поверхности должна соответствовать площади обрабатываемого изделия, форма должна быть плоской и удобной для погружения в емкость. К слову сказать, кусок цинка можно приобрести в любом пункте приема металла.
Подведите минус к изделию и плюс к цинку, цинковый электрод «растворится», а на детали осядет слой цинка. Самым сложным при использовании оборудования для цинкования и проведения самого процесса оцинковки выступает режим цинкования: на изделии может осесть порошок цинка, который легко удалить тряпкой, а может - прочный слой, вам нужен последний вариант.
На качество цинкового покрытия влияют такие факторы:
- Плотность тока. Этот показатель рассчитывается как сила тока, что делится на площадь поверхности изделия, и составляет 0,5 - 10 ампер на дециметр квадратный. Регулятором напряжения постарайтесь добиться не слишком бурной реакции. Покрытие получится слабым и неровным, если с детали будут чрезмерно активно идти пузырьки.
- Температура. Подберите для электролита комнатную температуру.
- Плотность электролита. Данный параметр может изменяться в широких пределах - от значения растворимости солей цинка до нуля.
- Геометрия изделия. Если деталь имеет сложную форму, то в толщине покрытия может быть значительная разница, зависимо от удаления изделия от цинкового электрода. На острой кромке появляются наросты, в углублении покрытие будет слабое.

Проанализировав выше сказанное, помните, что целесообразно увеличить расстояние до электрода, воспользоваться двумя цинковыми анодами, покрутить деталь, поэкспериментировать. Возможно проведение цинкования в 2 или 3 слоя, с процессом промежуточного удаления на острых кромках образовавшихся наростов.
Таким образом, при работе с различными металлическими изделиями зачастую приходится сталкиваться с ущербом, вызванным коррозией. Металл и сталь имеет прочную структуру, однако она не может спасти его от данной напасти. Поэтому для защиты металлических конструкций и сооружений, что особенно подвергаются коррозии, идеальным вариантом является обращение к технологии цинкования – методу горячего цинкования, холодной окраске, нанесению гальванического покрытия, газо-термическому напылению цинка и термодиффузионному цинкованию.
strport.ru
Гальваническое цинкование как способ защиты металла
Гальваническое цинкование – это нанесение цинка на железо, производимое с помощью электрохимического процесса. Благодаря цинкованию, обработанная поверхность становится способна противостоять коррозийным процессам.

Антикоррозийные свойства цинка
Почти половина производимого на планете цинка используется именно для создания оцинкованной стали. Показатель электрохимического потенциала цинка равен 0,76 В, что выгодно отличает этот материал от черных металлов, у которых этот показатель выше.
Механизм защиты цинка от коррозии действует таким образом: в результате окисления на оцинкованной поверхности появляется тонкая, но прочная оксидная пленка. Именно эта пленка и мешает кислороду продвигаться вглубь материала. В результате процесс тормозится. У черных же металлов оксиды характеризуются большими объемами и непрочной пленкой, которая в ходе реакции разрыхляется и разрушается. Вследствие разрушения пленки происходит проникновение кислорода в неокисленную поверхность, результатом чего становится развитие коррозии.

Однако в некоторых случаях анодный тип взаимодействия цинка с черными металлами может измениться на катодный, что приводит к стремительному развитию коррозии. Это может произойти, к примеру, в случае, когда оцинкованный материал оказывается в горячей воде (более 70 градусов).
Кроме того, на скорость развития коррозии влияет характер pH среды. Комфортный для металла показатель pH находится в рамках 7-12 (щелочная среда). При отклонении этого показателя в любую сторону, коррозийные процессы развиваются быстрее.
Обратите внимание! Особенно комфортные условия для появления ржавчины имеются в тропическом и сильно загрязненном климате.
Также следует отметить ухудшение химической устойчивости цинка при контакте с летучими элементами, выделяемыми из некоторых продуктов органического происхождения:
- синтетических смол;
- олифы;
- углеводородов с содержанием хлора.

Отрицательно влияют на оцинкованные поверхности пропитанные маслом и недавно окрашенные детали, если они расположены в одном закрытом пространстве. В таких случаях происходит разрушение защитной пленки.
Гальваническая обработка поверхности
Немаловажным достоинством цинка является и то, что даже самый тонкий его слой способен защищать металл от коррозии. Хотя толщина и равномерность покрытия, безусловно, имеют немалое значение для эффективной защиты поверхности. Гальваническое цинкование позволяет добиться толщины покрытия в пределах от 5 до 40 микрометров. В условиях широкомасштабного промышленного производства толщина защитного слоя может быть доведена до 500 микрометров (1/2 миллиметра).

На качество покрытия определяющее влияние оказывают характеристика применяемого электролита. Защитные особенности цинка можно усилить с помощью специальных методик, в числе которых можно выделить следующие:
- Хроматирование (другое название – пассивирование) представляет собой химическую обработку материала хромовой кислотой, в результате чего возникает хроматная защитная пленка.
- Фосфатирование – обработку деталей солями фосфорной кислоты, что приводит к появлению на металле фосфатной пленки.
- Окрашивание – обработку поверхности лакокрасочным материалом (обычно вслед за фосфатированием).

При гальванической оцинковке осуществляется осаждение положительно заряженных частиц цинка на поверхности (катоде). При этом используются водные растворы электролитов, через которые направляется постоянный ток. Аноды, применяемые в процессе, должны быть цинковыми, поскольку их предназначение состоит в восполнении разряжающихся на деталях ионов. В разных случаях может использоваться ток с катодной плотностью от 1 до 5 Ампер на квадратный дециметр.
Достоинства и недостатки гальванической методики
По сравнению с другими способами цинкования, гальванический способ характеризуется такими достоинствами:
- повышенной производительностью;
- невысокой себестоимостью;
- оптимальным уровнем защиты металла;
- равномерностью нанесения покрытия (отсутствием подтеков, капель и других дефектов);
- возможностью нанесения цинкового покрытия на изделие вне зависимости от его конструктивной сложности, даже если речь идет о мелких порах;
- декоративностью получаемых покрытий (гладкостью и блеском), в результате чего детали не нужно дополнительно обрабатывать.
Главный минус гальванической технологии – невысокие адгезивные качества (способность к сцеплению) цинкового покрытия с защищаемым металлом. Чтобы повысить адгезию, необходимо особенно тщательно готовить металл к цинкованию. Подготовка заключается в очищении поверхности, подлежащей обработке.
Также существует риск наводороживания черных металлов, в особенности при нарушении правил гальваники. В результате возникает так называемая водородная хрупкость детали. К тому же и выглядит такое изделие непривлекательно.
Нельзя не отметить и экологическую вредность производств, где применяется гальваническая методика. Для таких процессов характерно выделение ядовитых загрязняющих веществ, которые перед утилизацией нужно подвергать глубокой очистке.
Цинкование в промышленных условиях
Электролитическое цинкование в производственных целях состоит из множества последовательных технологических этапов:
 Технологический цикл цинкования
Технологический цикл цинкования- очистки черного металла от следов коррозии, окалин, лаков, красок и смазок (процесс завершается обезжириванием в щелочном растворе);
- промывания проточной водой в специальной емкости;
- электролитического обезжиривания;
- промывания;
- травления в растворе соляной кислоты, чтобы удалить остатки следов коррозии;
- промывания
- самого цинкования – окунания детали в ванную с разогретым цинком, в результате чего на поверхности образуется защитный слой;
- промывания;
- возможного осветления поверхности за счет погружения в раствор азотной кислоты;
- промывания;
- затем возможного фосфатирования;
- промывания;
- также возможного хроматирования (электролитического или распылением);
- высушивания изделия.
Промывание может осуществляться не только под проточной водой, но и с помощью щетки. Иногда необходимы дополнительные процедуры, к примеру, гальваническое цинкование может начаться с размотки металлической полосы, сварки ее концов и правки. Оканчивается процесс нанесением масла и сматыванием полосы.

В зависимости от вида деталей и масштабов производства используется разное оборудование, которое представляет собой набор технологических и промывочных емкостей. Ванны применяются для проведения как однослойного, так и многослойного цинкования с заданными параметрами.
Гальваническое оборудование классифицируется по уровню механизации работ:
- автоматическое управление;
- частично автоматизированное управление;
- ручное управление;
- мини-линии.
Кроме ванн в комплектацию технологической линии включаются:

- транспортные механизмы (операторы, манипуляторы);
- аппараты для очистки стоков;
- вспомогательные устройства (колокола, подвески, штанги, теплообменники и т.д.);
- дополнительное оборудование (вентиляционные системы, компрессоры, холодильники, сушильные камеры, насосные агрегаты, выпрямители фильтры и т.д.).
Электролиты для гальванического цинкования
В гальванике используются два типа электролитов:
- Простые кислые (хлориды, сульфаты, борфтористоводороды), в которых цинк является гидратированными ионами.
- Кислые и щелочные сложные комплексные (цинкаты, цианиды, пирофосфаты, аммиак), где цинк имеется в комплексных положительно или отрицательно заряженных ионах.
Скорость и качество осаждения цинка на катоде определяется составом и происхождением электролитов. Наиболее популярный способ металлизации осуществляется с помощью простых слабокислых электролитов. В данном случае применяется более плотный ток, чем в случае с комплексными электролитами. В результате темпы нанесения покрытий более высокие.
 Виды электролитов для цинкования
Виды электролитов для цинкованияПрименение этого типа электролитов дает хорошую укрываемость и внешний вид обработанных изделий, а также позволяет избежать наводороживания. Однако у простых слабокислых электролитов имеется и недостаток – они дают непрочные покрытия, подходящие лишь для деталей в несложной конфигурации.
При использовании комплексных электролитов наблюдается повышенное рассеивание ионов, рост выделения водорода и плотности электротока. Использование таких электролитов дает возможности получения равномерных и высококачественных покрытий на деталях любого уровня сложности.
Гальваника в домашних условиях
В качестве источника электротока будет использовать зарядное устройство (2-6 А, 6-12 В) или обычный аккумулятор. Электролитом послужит раствор соли цинка. Для его изготовления понадобятся такие компоненты:

- сернокислый цинк – 200 граммов;
- сернокислый магний – 50 граммов;
- уксуснокислый натрий – 15 граммов;
- вода – 1 литр.
Также можно применить электролит из аккумулятора, в котором и будет размещаться цинк. После окончания реакции кислота трансформируется в соль, останется лишь цинк. При слишком высокой концентрации раствора на дне образуется осадок. В этом случае просто добавляем в емкость больше воды.
Обратите внимание! Гальваническое цинкование проводится в защитном фартуке, перчатках и очках. Помещение должно вентилироваться.
Процеженный электролит заливаем в стеклянную емкость. Тщательно очищенную и обезжиренную деталь окунаем в раствор. После 5-10 секунд достаем изделие и сразу промываем под проточной водой. Таким образом, химическое активирование завершено. Начинаем процесс анодирования.
Делаем из цинка электрод. Для этого высверливаем в цинковом куске отверстие, а затем подвешиваем электрод на проволоке из меди.
Электрод должен отвечать таким характеристикам:
- площадь поверхности сравнима с площадью детали;
- плоская форма, удобная для установки в емкости.
Чтобы подключиться к электропитанию, используем медные провода. Минусом соединяемся с изделием, а плюсом – с электродом. После растворения последнего на детали появится цинковый слой. Время операции – от 15 до 40 минут.
Технические характеристики гальваники
Факторы, которые влияют на качество покрытия:
- Плотность тока должна составлять от 0,5 до 10 А (идеально – 1,5 А) на квадратный дециметр покрытия. Интенсивность реакции контролируется регулятором. Если пузырьков слишком много, покрытие будет неравномерным и рыхлым.
- Оптимальная температура электролита – от 20 до 25 градусов.
- Плотность электролита – от нуля до уровня растворения солей цинка.
- В зависимости от сложности геометрии детали могут быть существенные различия в толщине слоя на различных участках, когда в углублениях покрытие недостаточное, а на выпуклостях слишком толстое.
Таким образом, рекомендуется увеличить дистанцию до электрода, а также применять 2 цинковых анода и прокручивать изделие. Цинкование можно осуществлять не только в один слой, но и многослойно. При этом перед нанесением новых слоев необходимо удалять появившиеся наросты.
kraska.guru
Цинкование металла: разновидности, проведение в домашних условиях
Защита металла от возникновения и развития коррозии является очень актуальным вопросом, решение которого позволяет значительно продлить срок службы металлических изделий, а также сделать их эксплуатацию более надежной. Самым распространенным способом, позволяющим обеспечить такую защиту, является цинкование, подразумевающее нанесение на поверхность металла покрытия, в химическом составе которого может содержаться до 95% цинка. Цинкование металла можно выполнять по различным технологиям, каждая из которых применяется в определенных ситуациях и имеет как достоинства, так и недостатки.

Цинкование получило наибольшее распространение среди других анодных защитных покрытий металлов
Для чего на сталь наносят слой цинка
Хорошо известно, что изделия, изготовленные из стали, очень подвержены коррозионным процессам, особенно при эксплуатации в условиях повышенной влажности. Между тем, если оцинковать стальную деталь, можно обеспечить ей надежную защиту от коррозии. Объясняется это тем, что цинковое покрытие образует с основным металлом гальваническую пару, в которой цинк имеет большую степень электроотрицательного заряда, чем сталь.
В такой гальванической паре при воздействии на ее составляющие агрессивных факторов внешней среды подвергается воздействию коррозии именно цинк, а химические реакции стали практически исключаются. Таким образом, коррозионная защита стали будет обеспечена до тех пор, пока покрытие, состоящее из цинка, полностью не разрушится. При этом на тех участках стального изделия, где покрытие из цинка по каким-либо причинам разрушается, под воздействием кислорода и влаги формируется гидрооксид цинка, который также обладает хорошими защитными свойствами.

Преимущества нанесения цинка перед окрашиванием
Цинкование изделий из стали позволяет обеспечить им не только барьерную, но и электрохимическую защиту. Цинкование металла может выполняться по разным технологиям, для реализации которых применяется различное оборудование. Используя отдельные виды таких технологий, можно выполнить цинкование в домашних условиях и при этом добиться отличного результата.
Методы цинкования
На сегодняшний день цинкование металла осуществляется с помощью следующих методов:
- горячего;
- холодного;
- гальванического;
- газотермического;
- термодиффузионного.
Выбор метода, который будет использоваться для цинкования деталей и конструкций, изготовленных из стали, зависит от условий их эксплуатации, а также от характеристик, которым должен соответствовать защитный слой. Вне зависимости от используемой технологии цинкования необходимо заранее определиться с толщиной формируемого защитного слоя, которая зависит от таких параметров технологического процесса, как время воздействия на металл рабочей среды, а также от температуры выполнения обработки. При использовании стальных деталей и конструкций, на поверхность которых нанесен слой цинкового покрытия, следует иметь в виду, что они не должны подвергаться значительным механическим воздействиям, так как защитное покрытие из данного металла отличается высокой хрупкостью и может легко разрушиться.
Чтобы разбираться в том, какие виды цинкования следует использовать в той или иной ситуации, надо хорошо изучить каждый из них.Горячее цинкование
Горячее цинкование металлоконструкций, хотя и позволяет добиться наилучшего качества и долговечности обработанных изделий, занимает среди подобных технологий только второе место по распространенности. При использовании этого метода возникает проблема экологической безопасности, так как его реализация требует применения сильных химических реагентов для подготовки обрабатываемой поверхности, а сама процедура выполняется в расплавленном цинке.

Промышленная линия горячего цинкования
В процессе оцинкования стали с использованием горячего метода выделяются два этапа:
- подготовка поверхности изделия к обработке;
- сама процедура покрытия металла цинком.
В свою очередь подготовка обрабатываемой поверхности также выполняется в несколько этапов:
- очистка и обезжиривание;
- травление с использованием кислотных растворов;
- промывка после травления и флюсование;
- тщательная просушка.

Погружение опор в ванну с горячим цинком
После того как изделие прошло все этапы предварительной подготовки и полностью просохло, его помещают в специальную ванну, наполненную расплавленным цинком. В результате на поверхности стального изделия формируется тонкий слой, состоящий из железа и цинка (Fe-Zn), который и обеспечивает надежную защиту от коррозии. После извлечения из ванны изделие обдувают сжатым воздухом, за счет чего обеспечивается не только его просушка, но и удаление с обработанной поверхности лишнего цинка. Большим недостатком данного метода цинкования металла является то, что размеры изделий, которые могут быть ему подвергнуты, ограничены габаритами ванны с расплавленным цинком. Между тем на крупных производственных предприятиях процесс оцинкования стали – строительных лесов, мачт освещения, опор ЛЭП (линий электропередачи) – осуществляется именно таким способом.
Поскольку данный метод связан с большими трудозатратами и необходимостью применения сложного технологического оборудования, для цинкования металла в домашних условиях он не применяется.Холодное цинкование
Широкая популярность, которую метод холодного цинкования стали приобрел в последние годы, объясняется рядом причин. Самая главная из них состоит в том, что при своей высокой технологичности и простоте реализации такой метод цинкования позволяет создавать на поверхности металла слой, отличающийся высокими защитными свойствами. Немаловажным является и то, что при этом не требуется оборудование для цинкования металла, поэтому такую оцинковку можно выполнить своими руками даже в домашних условиях.
Суть технологии холодного цинкования заключается в том, что на поверхность обрабатываемого изделия наносится специальная цинкосодержащая смесь, в качестве которой может быть использован цинконол или любой другой состав. Наносить цинконол или другую смесь можно при помощи обычной кисточки или валика. В тех случаях, когда покрыть такой смесью необходимо изделия сложной конфигурации или труднодоступные места, для ее нанесения можно использовать краскопульт. Цинконол и другие составы, используемые для выполнения холодного цинкования, позволяют получить на поверхности металла защитный слой, содержащий 89–93% цинка.

Схема холодного цинкования
Оцинковка металла с помощью холодного метода является безальтернативной в тех случаях, когда требуется обеспечить защиту от коррозии конструкциям, которые не могут быть покрыты слоем цинка по другим технологиям. К таким конструкциям, в частности, относятся уже смонтированные трубы, опоры линий электропередач, элементы железнодорожных путей, а также другие металлические элементы, которые находятся в смонтированном (стационарном) состоянии.
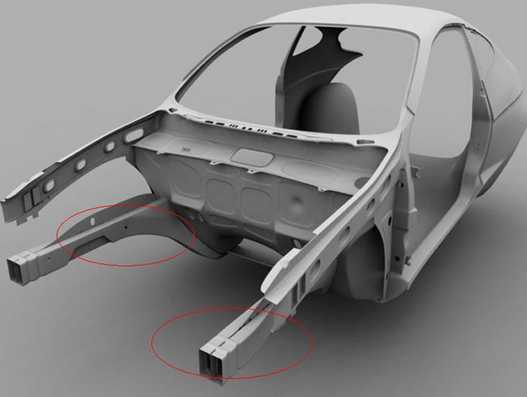
Цинконол и другие составы для выполнения холодного цинкования широко используются и при ремонтных работах, когда необходимо восстановить поврежденный цинковый слой на металлическом изделии или конструкции. В частности, при помощи данного метода может быть выполнена восстановительная оцинковка кузова автомобиля (более того, использовать цинконол и другие смеси можно и для начального, полного цинкования кузова своими руками).

Составы для холодного цинкования представляют собой полимерные растворы с добавлением высокодисперсионного цинкового порошка
Выполнять холодное цинкование изделий из стали можно в достаточно широком температурном интервале, при этом сформированное покрытие отличается не только высокими защитными свойствами, но и хорошей эластичностью, устойчивостью к механическим повреждениям и температурным расширениям.
Если говорить о недостатках метода холодного цинкования, то к ним можно отнести недостаточно высокую устойчивость сформированного покрытия к механическим воздействиям, а также необходимость в строгом соблюдении техники безопасности при осуществлении такой процедуры, требующей использования органических растворителей.
Гальванический метод
Гальваническое цинкование, при выполнении которого на поверхность обрабатываемого изделия оказывается электрохимическое воздействие, позволяет получать покрытия, не только отличающиеся высокой точностью по толщине, но и обладающие исключительной гладкостью. Такое электрохимическое цинкование обеспечивает формирование на поверхности металла защитного слоя, толщина которого находится в интервале 20–30 мкм.
Гальваническое цинкование позволяет регулировать толщину формируемого защитного слоя, при этом он отличается равномерностью и высокой декоративностью. За счет того, что при выполнении гальванической оцинковки металл и цинк, который наносится на его поверхность, соединяются на молекулярном уровне, готовое покрытие отличается исключительно высокой адгезией с основным металлом. Между тем на степень адгезии оказывает влияние наличие на поверхности обрабатываемого изделия жировых и окисных пленок, удалить которые полностью (особенно в условиях массового производства) практически невозможно.

Гальваническая линия цинкования включает в себя полный комплекс обработки (от подготовки до закрепления)
Гальваническое цинкование выполняют следующим образом. Обрабатываемая конструкция и цинковые пластины помещаются в электролитический раствор, а затем подключаются к положительному и отрицательному контактам источника электрического тока. За счет сформированной таким образом разности электрических потенциалов пластины начинают растворяться в электролите, и молекулы цинка устремляются к поверхности обрабатываемого изделия, оседая на ней и формируя однородный защитный слой.
Большим преимуществом, которым гальваническое цинкование отличается от других технологий, является то, что оно позволяет сформировать на поверхности изделия защитный слой, отличающийся исключительными декоративными характеристиками. Гальваник при этом может регулировать толщину такого слоя.К наиболее значимому недостатку данного метода можно отнести его достаточно высокую себестоимость, которая складывается не только из стоимости цинковых пластин и электролита. Например, использованный электролит, который содержит достаточно большое количество опасных отходов, необходимо тщательно очищать перед отправкой в канализацию, что также серьезно отражается на себестоимости метода.
Термодиффузионное цинкование
Термодиффузионная технология цинкования металла (ТДЦ), которую часто называют шерардизацией, была разработана еще в 20-х годах прошлого столетия, но долгое время применялась недостаточно активно. С конца прошлого века оцинковывание металла по данной технологии вновь обрело популярность.
Суть данного метода покрытия металлического изделия цинком заключается в том, что обрабатываемую деталь вместе с цинкосодержащей сухой смесью помещают в герметичный контейнер, в котором создается высокая температура – порядка 2600°. Под воздействием такой высокой температуры атомы цинка переходят в газообразное состояние, что значительно облегчает их диффузионное проникновение в поверхностный слой обрабатываемого изделия. Используют такую технологию цинкования преимущественно в тех случаях, когда на поверхности обрабатываемого металла необходимо сформировать защитный слой, толщина которого превышает 15 мкм.

Установка для термодиффузионного цинкования
Термодиффузионное покрытие изделий из металла цинком, подготовка к которому выполняется так же, как и при горячем цинковании, отличается рядом преимуществ, к которым следует отнести:
- полную экологическую безопасность процесса, так как он выполняется в герметичном контейнере;
- практически полное отсутствие пор на готовом защитном покрытии, отличающемся высокой адгезией к обрабатываемой поверхности;
- высокую защитную способность покрытия, полученного по данной технологии (в 5 раз выше, чем у цинкового слоя, сформированного гальваническим способом);
- возможность регулировать толщину цинкового слоя в достаточно большом диапазоне;
- сохранение даже сложной формы и геометрических параметров покрытого цинком изделия;
- отсутствие необходимости в специальной утилизации образующихся отходов.

Так выглядят изделия, покрытые цинком по методу ТДЦ
Есть у данного метода покрытия металлических изделий цинком и свои недостатки, к которым следует отнести:
- не слишком привлекательный грязно-серый цвет готового покрытия и отсутствие металлического блеска;
- невысокую производительность;
- наличие включений цинковой пыли в окружающем воздухе при выполнении такого процесса, что наносит вред человеческому здоровью;
- неоднородность цинкового покрытия по толщине.
Газотермическое напыление цинка
Чтобы покрыть слоем цинка металлический лист или объемную деталь, можно использовать газотермический метод цинкования. Суть такого метода заключается в том, что цинк, присутствующий изначально в составе сухой смеси или проволоки, напыляется на поверхность обрабатываемого изделия в составе газовой среды. Использовать такую технологию оптимально в тех ситуациях, когда цинковый слой надо нанести на крупногабаритные изделия, которые нельзя подвергнуть обработке другими способами.

Принцип газо-термического цинкования
Покрытие металлического изделия цинком при использовании такого метода происходит следующим образом. Частички расплавленного металла, ударяясь об обрабатываемую поверхность, формируют тонкий слой, напоминающий по своей структуре чешую. Такое покрытие, которое характеризуется наличием большого количества пор, дополняется нанесением лакокрасочных материалов. Созданный в результате такого комбинирования слой обладает защитными свойствами, позволяющими металлическому изделию, на которое он нанесен, длительное время успешно эксплуатироваться в достаточно агрессивных средах (высокая влажность, постоянное воздействие морской и пресной воды и др.).
Параметры цинковых покрытий, наносимых всеми вышеперечисленными способами, регламентирует соответствующий ГОСТ, на который и следует ориентироваться специалистам.Как выполнить процедуру в домашних условиях
Оцинковка в домашних условиях выполняется преимущественно электрохимическим методом или по технологии холодного цинкования, что объясняется простотой данных способов. Чтобы выполнить цинкование своими руками с помощью электрохимического метода, необходимо тщательно подготовить поверхность обрабатываемого изделия. Такая подготовка заключается в очистке и обезжиривании, а также в протравливании кислотой и последующей промывке водой.

Схема гальванической установки для самостоятельного цинкования
Свой аппарат для выполнения гальванического цинкования можно изготовить из источника постоянного тока, выдающего напряжение порядка 6–12 В с силой тока 2–6 А, емкости из диэлектрического материала и устройства, при помощи которого будут фиксироваться электрод и обрабатываемое изделие. Электролитом в данном случае может выступать раствор любой соли, содержащей в своем составе цинк. Приготовить такой раствор можно из аккумуляторного электролита, поместив в него на некоторое время цинк и дождавшись окончания реакции растворения. Полученный состав перед использованием для цинкования следует процедить.
Выполняя оцинковку своими руками, следует иметь в виду, что на толщину и качество формируемого покрытия оказывают влияние следующие факторы:- плотность тока, приходящаяся на единицу площади обрабатываемого изделия;
- температура используемого электролитического раствора;
- плотность применяемого электролита;
- геометрические параметры и сложность формы обрабатываемого изделия.
met-all.org
Гальваника в домашних условиях: технологический процесс и необходимое оборудование :
Гальваника – это раздел науки под названием «Электрохимия», в котором изучается осаждение электролитов на поверхности металлов. Так же называется и собственно процесс нанесения металлического покрытия на любое изделие. Для защиты от коррозии, например, используется цинкование или хромирование.
Несмотря на то что процесс нанесения электролитов достаточно сложный и небезопасный, сегодня становится популярной декоративная, то есть предназначенная для украшения и защиты гальваника в домашних условиях.
Есть и другое толкование этого термина, но об этом позднее.
Общее представление о гальванике
Гальваническое покрытие может быть как технологическим, так и декоративно-защитным. Оно представляет собой тонкий поверхностный слой металла, обладающего хорошим эстетичным видом (золото, серебро) или антикоррозионными свойствами (цинк, медь) на металлических или пластмассовых изделиях.
В общих чертах гальваника металла в домашних условиях выглядит несложно.  В ванночку с электролитом опускаются аноды, которые подключаются к «плюсу», а между ними - в качестве катода - обрабатываемая деталь, подключенная к «минусу». Когда электрическая цепь замыкается, металл, который содержится в электролите, осаждается на катод, то есть изделие.
В ванночку с электролитом опускаются аноды, которые подключаются к «плюсу», а между ними - в качестве катода - обрабатываемая деталь, подключенная к «минусу». Когда электрическая цепь замыкается, металл, который содержится в электролите, осаждается на катод, то есть изделие.
Оборудование для гальваники
В домашних условиях и оборудование можно сделать своими руками. В первую очередь нужен источник питания, так как процесс протекает под действием электрического тока. В показателях силы тока домашние мастера расходятся, называя их в очень большом диапазоне. Но обязательным условием является наличие регулятора напряжения для плавного изменения выходной мощности. Ток должен быть постоянным, поэтому в качестве источника называют выпрямитель собственного или заводского изготовления.
Умельцы приспосабливают сварочный аппарат для гальваники в домашних условиях.
Для электролита нужна емкость (ванночка) из химически нейтрального материала. Это может быть стеклянная или пластиковая посудина достаточных размеров, чтобы в нее помещалась для обработки деталь и необходимое количество электролита. Она должна выдерживать высокую, до 80 °С, температуру и быть достаточно прочной.
Еще нужны аноды, площадь которых должна быть больше площади детали. Они служат для подвода электрического тока в электролит и его равномерного распределения по детали. Кроме того, они должны в электролите возмещать убыль металла, который выделяется при покрытии изделий, и выполнять некоторые окислительные процессы.
Нагревательные приборы для доведения электролита до нужной температуры лучше использовать с возможностью регулирования тепловых режимов. Например, бытовая газовая плита для этой цели не подходит. Обычно используют маленькую электроплитку и утюг, в котором можно установить необходимую температуру подошвы.
Оборудование для приготовления электролита
Для хранения химических реактивов и электролитов нужна стеклянная посуда с притертыми крышками.
Для приготовления электролитов необходимые вещества нужно отмерять с точностью до одного грамма. Для этого нужны соответствующие весы. Их можно приобрести или изготовить самостоятельно, используя в качестве гирек советские монетки, номинал которых точно соответствует массе.
Гальваника в домашних условиях – это и приготовление электролита из добытых непростым путем химических реактивов. Специализированные фирмы, торгующие такими высококачественными веществами, не редкость, но их деятельность подконтрольна, и работа с ними требует наличия специальных разрешительных документов даже для юридических лиц. Частным лицам опасные химические вещества не продают.
Подготовка изделия к гальванике
Собрав все необходимое (найдя в гараже, закупив и смонтировав своими руками), можно приступать к подготовке детали. Этот этап работ очень ответственный. Успешная гальваника в домашних условиях требует тщательной очистки детали. От подготовки поверхности зависит и качество гальванического покрытия. Поэтому, в зависимости от желаемого результата, деталь не только обезжиривают. Во многих случаях требуется пескоструйная обработка, затем шлифовка с помощью наждачной бумаги и шлифовочных паст.

Для обезжиривания детали промывают либо в чистых органических растворителях, ацетоне, спирте или бензине, либо в подготовленных растворах. Например, для обезжиривания стальных или чугунных деталей используются горячие, до 90 °С, растворы с едким натром, кальцинированной содой, жидким стеклом, фосфорнокислым натрием.
А изделия из цветных металлов обрабатываются в растворах с хозяйственным мылом и тем же фосфорнокислым натрием.
Окисную пленку снимают в специальных декапирующих растворах с соляной или серной кислотой.
Техника безопасности при работах
Гальваника в домашних условиях (хромирование, меднение, никелирование) - процесс опасный. Во-первых, из-за токсичности используемых веществ. Во-вторых, из-за необходимости нагрева растворов до высоких температур. А в-третьих, из-за риска, с которым связаны любые электрохимические процессы.
Не стоит воспринимать термин «в домашних условиях» буквально. Лучше заниматься гальваникой в гараже или другом нежилом помещении с хорошей вентиляцией. Используемое электрическое оборудование нужно обязательно заземлять.
И очень важно позаботиться о личной безопасности. Ни в коем случае нельзя что-либо пить или есть во время процесса, чтобы не наглотаться заодно и вредных испарений.
Работать нужно в респираторе, резиновых, прочных и мягких перчатках, плотном клеенчатом фартуке и обуви, защищающей кожу ног. Нужно беречь глаза, чтобы в них не попали мелкие брызги реактивов. Не будет лишним и перечитать специальную литературу по этой теме, чтобы подготовиться к возможным неожиданностям.
Никелирование металлических изделий
Никелирование может быть финишным или промежуточным (перед хромированием) покрытием. Этот процесс не вызывает особых сложностей, поверхности имеют красивый внешний вид, стойки к атмосферным воздействиям.
Температура электролита не выше 25 °С при плотности тока до 1,2 А/кв. дм.
В электролит входят водные растворы сернокислого никеля, натрия и магния, чистая поваренная соль (хлористый натрий) и борная кислота.
Необходимую кислотность электролита – 4-5 рН – проверяют лакмусовой бумагой. Она должна окраситься в красный цвет. Процесс занимает около получаса в зависимости от плотности тока и толщины наносимого покрытия.
После окончания процесса изделие нужно промыть в воде, высушить и отполировать на войлочном круге с полирующей пастой.
Хромирование изделий из металла
Хромируют металлические детали для повышения их твердости и стойкости к коррозии, для получения декоративного эффекта. Из-за пористости хромового покрытия перед его нанесением сначала выполняется гальваника медью в домашних условиях или никелирование, а то и поочередное нанесение этих покрытий.
Стабильный процесс хромирования обеспечивают аноды, изготовленные из сплава свинца с оловом и сурьмой в пропорциях 85%:11%:4% соответственно.
Как гальваника в домашних условиях, хромирование сложней и многообразней никелирования. Во-первых, от температуры электролита зависит оттенок покрытия. При температурах в диапазоне от 35 до 55 °С оно блестящее, выше 55 °С – молочное, ниже 35 °С – матовое.
Во-вторых, от состава электролита зависит цвет и физические параметры хромового покрытия. Оно может быть обычным защитным, темно-голубым, агатовым, синим или даже черным декоративно-защитным. Износостойкое защитное покрытие в домашних условиях выполнить сложно, так как нужны токи высокой плотности – до 100 А/кв. дм.
Износостойкое защитное покрытие в домашних условиях выполнить сложно, так как нужны токи высокой плотности – до 100 А/кв. дм.
При комнатной температуре и плотности тока до 5 А/кв. дм получается декоративное мягкое покрытие.
После завершения гальванического процесса хромирования деталь промывают в воде, затем нейтрализуют в легком растворе обычной пищевой соды, опять тщательно промывают, сушат и полируют со специальными пастами.
Меднение металлических изделий
Для чего еще может понадобиться гальваника в домашних условиях? Меднение производят для нанесения на поверхность тонкого токопроводящего слоя с малым сопротивлением или для защиты основного металла детали.
Наносить медь на черные металлы в домашних условиях, так как в этом процессе используются цианистые электролиты, смертельно опасно. Поэтому стальные или чугунные детали сначала никелируют, а только потом покрывают медью в электролитах из раствора медного купороса и концентрированной серной кислоты в воде комнатной температуры. Плотность тока при этом невысокая – до 2 А/кв. дм.
Алюминиевые детали тоже требуют предварительной подготовки. Их сначала декапируют (очищают от окисной пленки), затем оксидируют в электролите из водного раствора серной кислоты, затем тщательно промывают. Только потом выполняется гальваника в домашних условиях - меднение в электролите из медного купороса и водного раствора серной кислоты при достаточно низких температурах, до 20 °С, и низкой плотности тока. В качестве анода используется обычная медная пластина подходящей площади.
Серебрение и золочение изделий
Гальваническое серебрение – это не только декоративное, но и защитное, и электропроводящее покрытие с хорошей отражающей способностью. Изделия из черных металлов предварительно покрываются никелем, на который уже осаждается серебро.
Электролит для серебрения состоит из хлористого серебра, железноцианистого калия, кальцинированной соды и дистиллированной воды. Рабочая температура электролита не выше 20 °С, не требуется и высокая мощность тока – она не больше 0,1 А/кв. дм. В качестве анода используются графические пластины.
Наиболее декоративная и потому соблазнительная гальваника в домашних условиях - золочение. Процесс производят в горячих растворах золота (до 5 г на литр воды) с синеродистым калием. В холодных растворах количество металла нужно увеличивать втрое. Пары синеродистой кислоты очень ядовиты, поэтому процесс золочения в горячем растворе необходимо производить только в помещениях с мощной принудительной вытяжкой.
При работе с холодным раствором с синеродистой кислотой тоже нужно соблюдать предельную осторожность: не склоняться над ванной, не совать в нее руки, особенно со свежими ссадинами или царапинами.
Еще лучше ядовитую кислоту заменить желтой кровавой солью, то есть железистосинеродистым калием. Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое.
Как сделать гальванику в домашних условиях? Нужно тщательно очистить изделие. Затем, если оно выполнено из свинца, олова, железа, цинка или стали, его нужно предварительно покрыть медью. Затем для того, чтобы облегчить приставание золота, предмет нужно окунуть в раствор азотнокислой ртути.
Плотность тока должна быть не выше 1 А/кв. дм, так как при более сильных токах золото из электролита оседает на дно ванны в виде черного порошка, а позолота на изделии становится буроватого цвета.
Для того чтобы была красивой позолота, нужно у анода подвесить достаточно большой листик золота. После завершения гальванического процесса позолоченное изделие нужно просушить в опилках и отполировать.
Гальваника в домашних условиях
Подводя итоги о возможности нанесения гальванического покрытия в домашних условиях, можно сказать, что человеку, не разбирающемуся в электрохимии хотя бы на начальном уровне, организовывать процесс не стоит – слишком опасно. Кроме информации на различных сайтах и форумах, нужно обязательно читать специальную литературу. К тому же частное лицо не имеет доступа к реактивам. Поэтому, если нужно восстановить хромирование на одной детали, значительно дешевле обратиться к специалистам.
Ну а если уж очень хочется освоить новое производство самостоятельно, то тоже нужно попросить о помощи профессионалов, которые подберут необходимое безопасное оборудование (ведь производство не должно быть совсем уж кустарным), блоки питания, электролиты, не содержащие токсичных веществ, рассчитают параметры ванн и анодов. А также обучат процессам нанесения металлического покрытия, всем тем процедурам (их ведь не так много), которые приводят к желаемому результату.
Гальваника для лица в домашних условиях
После всего описанного выше такое название звучит несколько угрожающе. На самом же деле это всего лишь глубокое очищение кожи с помощью гальванических токов малой мощности. Под воздействием этих токов кожные жиры растворяются и выходят на поверхность лица, покрытого специальным составом, взаимодействуя с которым, превращаются в мыло.
Гальванические токи в медицине используются для усиления работы ионов. Это активно заряженные частицы, отвечающие за многие рабочие процессы в клетках. Под воздействием постоянного тока ионы перемещаются, улучшается проницаемость клеточных мембран, запускается выработка волокон коллагена и эластина, увеличивая прочность, упругость и эластичность кожи.
Гальванические токи проводят в глубокие слои дермы косметические средства с собственным электрическим зарядом. То есть процесс оздоровления кожи проходит изнутри, исчезают глубокие морщины, сужаются расширенные поры, кожа усиленно насыщается кислородом.
Аппарат «Гальваника + микротоки» в домашних условиях M365 Gezatone на сегодня наиболее доступная модель косметологического прибора нового поколения. Он помогает избавиться от угрей, разгладить морщины на увядающей коже, снизить проявления сосудистой сеточки, укрепить сосуды, улучшить контуры лица, убрать второй подбородок.
Процедура гальванической чистки лица
До начала процедуры кожу очищают обычными средствами: молочком или гелем. Затем наносят щелочной состав. Затем начинается непосредственно гальваника в домашних условиях. Gezatone Beauty Lifting - специальный аппарат для процедуры не только гальванической чистки, но и для введения в кожу питательных веществ под действием тех же токов. Процедура длится около пятнадцати минут – только круговые движения наконечником вдоль массажных линий лица, и ничего более – затем образовавшееся при реакции жиров со щелочью мыло смывается теплой водой.
Но токи есть токи, даже с приставкой «микро». Запрещено проходить процедуру гальванической чистки людям с вживленным кардиостимулятором, онкологическими заболеваниями, невротическими состояниями, болезнями кожи.
Настолько ли эффективна, как утверждают производители, гальваника для лица в домашних условиях, отзывы женщин, пользующихся приборами, с уверенностью утверждать не могут. Как правило, дамы спешат поделиться впечатлениями в первые месяцы после покупки, когда еще не так ощущаются последствия. Но все равно отзывы оптимистические.
В заключение можно сказать, что гальваника в домашних условиях – это не только опасный для здоровья процесс нанесения металлического покрытия на изделия, который в собственно жилом помещении осуществлять не стоит, но и современная безболезненная, безопасная и достаточно эффективная процедура омоложения кожи лица, шеи и зоны декольте.
BusinessMan.ru