Содержание
Шлифовка клапанов на специальном станке
Шлифовка клапанов производится для восстановления требуемой чистоты поверхности фаски клапана (на его тарелке). Делается это во время капитального ремонта двигателя. Данная операция достаточно сложная и ответственная, выполнить ее можно только на специальном станке. Не рекомендуется выполнять шлифовку в условиях своего гаража, потому что малейшая неточность может привести к повреждению тарелки клапана, вследствие чего его можно будет только выбросить. Ведь даже незначительная вибрация при шлифовке или неправильно выставленный угол резко снижает ее качество, на поверхностях фасок начинают появляться мелкие риски, следы дробления.
Специалисты станций техобслуживания знают способ, как избежать неточностей и повреждений в процессе шлифовки клапанов. Для этого они к имеющемуся зажимному устройству добавили дополнительную опору – быстродействующий люнет. Во время установки клапана в устройство подвижную пружинящую рукоятку люнета сжимают, а сам клапан продевают в цанговый зажим до упора. После этого зажимают клапан и цанги гайкой, предварительно опустив рукоятку. Вследствие всех этих действий клапан оказывается закрепленным на двух опорах, что делает процесс шлифовки более удобным, безопасным и быстрым.
После этого зажимают клапан и цанги гайкой, предварительно опустив рукоятку. Вследствие всех этих действий клапан оказывается закрепленным на двух опорах, что делает процесс шлифовки более удобным, безопасным и быстрым.
Как происходит процесс притирки и шлифовки? Очевидно, что делается это на разобранной головке блока цилиндров. После того, как клапана будут вынуты, желательно их не перепутать, поэтому на них лучше сразу нанести метки. После снятия нужно тщательно очистить седла и клапана от нагара, промыть и осмотреть на предмет возможных повреждений. Если будут обнаружены какие-либо дефекты, либо клапан будет погнут, то его лучше сразу же заменить. Новые клапаны нужно будет обязательно подвергнуть шлифовке и притирке, чтобы обеспечить герметичность. Также нужно будет выполнить и шлифовку седел.
Шлифовка клапанов, фасок и седел осуществляется на специальных станках – делать это вручную категорически запрещается, потому что нужно строго выдерживать заданный угол. Устройства выполняют шлифовку клапанов с диаметром стержня до 18 миллиметров и предназначены для использования в авторемонтных мастерских и станциях техобслуживания. Принцип действия станка достаточно прост – на подшипниковые опоры устанавливается клапан и до упора упирается торцом в грибок, выдвигаемый в соответствии с длиной клапана. Посредством проворачивания ролика вокруг горизонтальной оси стержень клапана прижимается к подшипниковым опорам. Сама шлифовка осуществляется шлифовальным кругом.
Принцип действия станка достаточно прост – на подшипниковые опоры устанавливается клапан и до упора упирается торцом в грибок, выдвигаемый в соответствии с длиной клапана. Посредством проворачивания ролика вокруг горизонтальной оси стержень клапана прижимается к подшипниковым опорам. Сама шлифовка осуществляется шлифовальным кругом.
Качественная шлифовка фасок клапанов и седел должна полностью восстанавливать их поверхность. Если при осмотре головки клапана обнаружилась хотя бы незначительная выработка, имеются следы прогара, раковины или иные повреждения, их необходимо устранить. В противном случае герметичность камеры сгорания будет нарушена. И если повреждения будут на выпускном клапане, то он очень быстро прогорит. Если будут обнаружены мелкие следы точечной эрозии, то шлифовку можно и не выполнять – не перед этим нужно обязательно проверить, не нарушают ли они герметичность. Для шлифовки необходимо использовать специальные станки, количество снимаемого металла должно быть минимальным, чтобы только удалить изъян.
После выполнения шлифовки следует обязательно проверить высоту пояска головки клапана – если она будет менее 0,3 миллиметра, клапан нужно обязательно заменить. Также нужно обязательно проверить концентричность рабочей поверхности клапана относительно стержня – делается это на специальном устройстве с индикаторными головками. Допустимое биение фаски относительно стержня не должно превышать 0,025 миллиметра. Что касается шлифовки седел клапанов, то ее нужно делать при замене направляющих втулок, либо при сильном износе фасок клапана, при восстановлении их концентричности относительно отверстий.
Таким образом, шлифовка клапанов – дело ответственное и трудоемкое, требующее мастерства, опыта и специального оборудования. Делать ее в гараже крайне не рекомендуется – можно испортить не только клапана, но и саму головку, что повлечет дополнительные затраты на ремонт.
Смотрите также:
- Притирка клапанов – сложный процесс, который лучше доверить специалистам
- Заглох двигатель на ходу – что делать?
- Ремонт двигателя Нива – сначала нужно сделать диагностику
- Ремонт грузовых двигателей – сложное и затратное дело
- Распил ГБЦ позволяет увеличить мощность двигателя
Все статьи >>
Клапаны головки цилиндров
Клапаны головки цилиндров
Главная ~
фотографии;краткое описание ГБЦ
- Впускные клапаны изготовляют из стали X10СГМ (для двигателей ЗИЛ-130), стали 4X9С2 (для двигателя ЗМЗ-53) и стали 4X10C2M(для двигателя ЯМЗ-236).
 Их подвергают закалке и отпуску до твердости HRC 32-40 (для двигателей разных моделей). Конец стержня на длине 3-5 мм от торца имеет твердость не менее HRC 48 (для двигателей ЗИЛ-130 и ЗМЗ-53) и HRC 50-57 (для двигателей ЯМЗ-236).
Их подвергают закалке и отпуску до твердости HRC 32-40 (для двигателей разных моделей). Конец стержня на длине 3-5 мм от торца имеет твердость не менее HRC 48 (для двигателей ЗИЛ-130 и ЗМЗ-53) и HRC 50-57 (для двигателей ЯМЗ-236).
- Выпускные клапаны в процессе работы подвержены действию газовой коррозии в условиях высоких температур, по этому их изготовляют из жаростойкой стали X5 ТУ ОГМ (для двигателя ЗИЛ-130), стали ЭП-303(для двигателя ЗМЗ-53) и стали 4X14h24B2M (для двигателя ЯМЗ-236).
- Выпускные клапаны двигателей ЗИЛ-130 и ЗМЗ-53 имеют полость, заполненную для охлаждения головки металлическим натрием, а их рабочие фаски – наплавки из жаростойкого хромоникелевого сплава BXH-1 (АМТУ 291-57) твердостью HRC 20-30 (после термообработки).
- Выпускные клапана подвергнуты закалке и отпуску до твердости HRC 25-38 (для двигателей разных моделей). На конце стержня выпускного клапана двигателя ЯМЗ-236 приварен наконечник длиной 3,5 – 5,0 мм изготовленный из стали 40XH и имеющий твердость после термообработки, равную HRC 50 – 57.
- Для повышения износостойкости стержня клапана двигателя ЗИЛ-130 на длине 95 +5мм покрыты слоем хрома толщиной 0,002-0,006мм.
- Изгиб стержня клапана устраняют правкой на ручном прессе или при помощи приспособления. Правке подвергают клапаны, имеющие непрямолинейность образующей стержня более 0,01-0,03 мм (для двигателей разных моделей).
- Прямолинейность стержня после правки контролируют на приспособлении (рис34.13),которое одновременно служит для проверки биения рабочей фаски головки относительно стержня.
- Клапан установленный на призмах приспособления, прижимают сверху коромыслом с роликами, а слева пальцем 5 центру 8.При помощи маховика поворачивают клапан вокруг своей оси. О прямолинейности стержня и биении рабочей фаски головки клапана судят по показаниям индикаторов
- Изношенный стержень клапана ремонтируют шлифованием под уменьшенный категорийный ремонтный размер, хромированием или осталиванием с последующим шлифованием под номинальный или увеличенный ( для двигателей ЗМЗ-53 ) категорийный ремонтный размер.
-
При шлифовании стержня под уменьшенный ремонтный размер следует углубить на соответствующую величину кольцевую канавку для сухариков крепления клапанной пружины. При сборке сухарики подлежат замене новыми соответствующего ремонтного размера. - Стержень клапана шлифуют на бесцентрошлифовальном станке методом врезания или на обычном круглошлифовальном станке.В последнем случае клапан устанавливают головкой в цанговый зажим или в трехкулачковый патрон, а стержнем в обратный центр ( со стороны задней бабки ). Изношенный торец стержня клапана шлифуют на шлифовальном станке или используют для этой цели заточный или обдирочно-шлифовальный станки. Для шлифования торца клапана устанавливают на призмы
-
-
Износ рабочей фаски головки клапана устраняют шлифованием на шлифпвальном станке. Конструкция сианка позволяет устанавливать клапан под требуемым углом относительно шлифовального круга. При отсутствии станка можно использовать круглошлифовальный станок. При шлифовании рабочей фаски головки за базу принимают цилиндрическую поверхность стержня. Клапан в этом случае устанавливают в цанговом зажиме.
- В результате неоднократного шлифования рабочей фаски высота цилиндрического пояска головки клапана уменьшается. Согласно техническим условиям она должна быть не менее 0,5мм, а вместе с обратной фаской-0,8 мм ( для двигателя ЗМЗ-53 ).
-
Шероховатость поверхности рабочей фаски после шлифования должна соответствовать 8 классу. Биение рабочей фаски головки относительно стержня клапана не должно превышать 0,03 мм.
 Их подвергают закалке и отпуску до твердости HRC 32-40 (для двигателей разных моделей). Конец стержня на длине 3-5 мм от торца имеет твердость не менее HRC 48 (для двигателей ЗИЛ-130 и ЗМЗ-53) и HRC 50-57 (для двигателей ЯМЗ-236).
Их подвергают закалке и отпуску до твердости HRC 32-40 (для двигателей разных моделей). Конец стержня на длине 3-5 мм от торца имеет твердость не менее HRC 48 (для двигателей ЗИЛ-130 и ЗМЗ-53) и HRC 50-57 (для двигателей ЯМЗ-236).


 При шлифовании рабочей фаски головки за базу принимают цилиндрическую поверхность стержня. Клапан в этом случае устанавливают в цанговом зажиме.
При шлифовании рабочей фаски головки за базу принимают цилиндрическую поверхность стержня. Клапан в этом случае устанавливают в цанговом зажиме.
Сайт управляется системой uCoz
Шлифовка стержня клапана для регулировки зазора?
Уолт
Активный пользователь
#1
Я уже разбил один клапан на моем двигателе Briggs and Stratton, так что, возможно, я заплачу, чтобы работа была сделана. Но меня действительно раздражает, как я позволила этой работе победить меня!
В меньших двигателях B&S не предусмотрена регулировка толкателя, поэтому при повторной шлифовке клапанов они входят в головку глубже, чем раньше, вызывая усадку зазора. B&S рекомендует шлифовать или подпиливать их под прямым углом.
Я не совсем понимаю, насколько важна прямоугольность результата, но я почти уверен, что ручная обработка конца штока клапана не приведет к очень хорошей работе в моих руках. Поэтому я попытался отшлифовать конец стержня из нержавеющей стали на настольном шлифовальном станке. Вращение стержня во время шлифовки привело к тому, что что-то казалось плоским, но на поверхности было несколько довольно уродливых царапин. Приведет ли переход к более тонкому колесу к приемлемому клапану?
Кто-нибудь с опытом подскажет, на правильном ли я пути? В сети поиски клапанов и притирка подтягивают мало кроме примерки головок.
Уолт
Билл Груби
Гость форума
#2
Винс О может рассказать вам, как это сделать. Он этим зарабатывает на жизнь. Просто напишите ему в личку или подождите, пока он ответит.
«Билли Джи»
Halligan142
Активный пользователь
#3
Мне пришлось сделать это на моей косилке. Я использовал свой настольный шлифовальный станок, у которого есть очень широкий стол, который я прикрутил к нему. Я установил его так, чтобы стол был максимально перпендикулярен колесу, насколько это было возможно. Я использовал круг с зернистостью 80, потому что он у меня был. Покрутил вентиль слева направо, немного потянув, пока ехал. После этого я сгладил поверхность, просверлив плотно прилегающее отверстие в куске плоского стержня с помощью сверлильного станка и используя блок в качестве инструмента для выравнивания. Мы работали, и косилка работает как чемпион.
Я использовал свой настольный шлифовальный станок, у которого есть очень широкий стол, который я прикрутил к нему. Я установил его так, чтобы стол был максимально перпендикулярен колесу, насколько это было возможно. Я использовал круг с зернистостью 80, потому что он у меня был. Покрутил вентиль слева направо, немного потянув, пока ехал. После этого я сгладил поверхность, просверлив плотно прилегающее отверстие в куске плоского стержня с помощью сверлильного станка и используя блок в качестве инструмента для выравнивания. Мы работали, и косилка работает как чемпион.
jamie76x
Активный пользователь
#4
Когда мы участвовали в гонках на картах, мы строили свои собственные двигатели и для клиентов. .. сотни гоночных двигателей Briggs и металлолома за эти годы. Даже совершенно новый клапан должен быть отшлифован, чтобы получить правильный зазор… А на гоночных двигателях вы должны отшлифовать шток и/или толкатель, чтобы клапан открылся в нужном направлении….
.. сотни гоночных двигателей Briggs и металлолома за эти годы. Даже совершенно новый клапан должен быть отшлифован, чтобы получить правильный зазор… А на гоночных двигателях вы должны отшлифовать шток и/или толкатель, чтобы клапан открылся в нужном направлении….
У меня до сих пор валяется несколько блоков приспособлений для шлифовки клапанов… Это просто стальной блок с отверстием, которое удерживает клапан идеально под углом 90 градусов. Мы всегда сбивали большую часть материала на настольном шлифовальном станке, а затем делали чистовую шлифовку в блоке напильником. завершение работы с напильником предотвратит нагрев стержня и потерю его твердости. При удалении основной части материала охлаждайте его водой
Ray C
Зарегистрировано
#5
Если бы Винс О был экспертом, я бы дождался его ответа. Если бы мне пришлось принимать решение за себя, я думаю, что какое-то приспособление было бы минимальным требованием для правильного выполнения работы. В моем случае я, вероятно, сделал бы это на плоскошлифовальном станке, используя тиски и небольшие V-образные блоки для удержания. Если вы сделаете удерживающее приспособление и сделаете это на настольном шлифовальном станке, вам нужно будет использовать плоскую сторону круга, а не круглую окружность.
Рэй
visenfile
Активный пользователь
#6
Таким образом, этот BS должен быть L или плоской головкой без рокеров или гидравлических подъемников, правильно.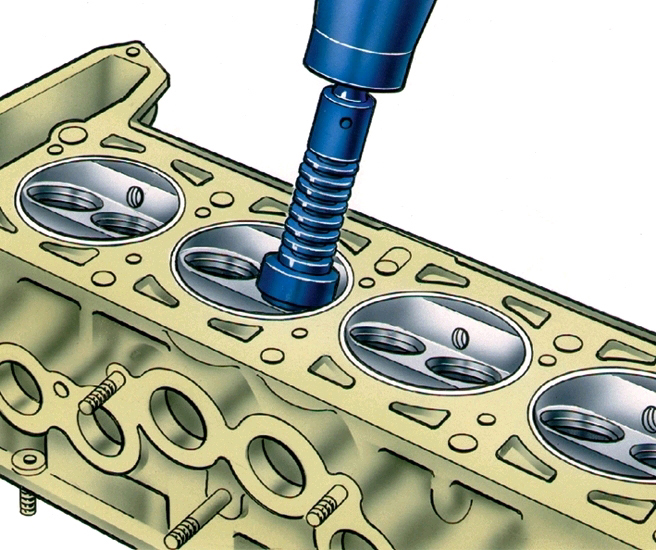 В детстве, не имея ни знаний, ни инструментов, я использовал «бесцентровую» шлифовку штоков клапанов от руки на настольном шлифовальном станке. Не помню всех подробностей, но я бы держал наконечник клапана в держателе, который позволял ему вращаться через радиус контакта. Маленькие (1600 г.) английские гоночные двигатели использовали прокладки в виде цилиндра для установки ремня. Для шлифовки на «выбранную» высоту (плеть) их устанавливали на кончик штока клапана и бесцентрово шлифовали. Коричневый цвет темперамента появился быстро. Наконечники клапанов иногда были отшлифованы, поэтому твердость вызывала сомнения. В то время было модно ставить клапаны в воду, чтобы только кончик выступал, чтобы нагреться до вишнево-красного цвета, а затем опрокинуться для охлаждения. Что мы знали??)
В детстве, не имея ни знаний, ни инструментов, я использовал «бесцентровую» шлифовку штоков клапанов от руки на настольном шлифовальном станке. Не помню всех подробностей, но я бы держал наконечник клапана в держателе, который позволял ему вращаться через радиус контакта. Маленькие (1600 г.) английские гоночные двигатели использовали прокладки в виде цилиндра для установки ремня. Для шлифовки на «выбранную» высоту (плеть) их устанавливали на кончик штока клапана и бесцентрово шлифовали. Коричневый цвет темперамента появился быстро. Наконечники клапанов иногда были отшлифованы, поэтому твердость вызывала сомнения. В то время было модно ставить клапаны в воду, чтобы только кончик выступал, чтобы нагреться до вишнево-красного цвета, а затем опрокинуться для охлаждения. Что мы знали??)
Последнее редактирование:
Уолт
Активный пользователь
#7
jamie76x сказал:
Когда мы участвовали в гонках на картах, мы строили свои собственные двигатели и для клиентов… сотни гоночных двигателей Briggs и металлолома за эти годы. Даже совершенно новый клапан должен быть отшлифован, чтобы получить правильный зазор… А на гоночных двигателях вы должны отшлифовать шток и/или толкатель, чтобы клапан открылся в нужном направлении….
У меня до сих пор валяется несколько блоков приспособлений для шлифовки клапанов.
Нажмите, чтобы развернуть…
 .. Это просто стальной блок с отверстием, которое удерживает клапан идеально под углом 90 градусов. Мы всегда сбивали большую часть материала на настольном шлифовальном станке, а затем делали чистовую шлифовку в блоке напильником. завершение работы с напильником предотвратит нагрев стержня и потерю его твердости. Снимая большую часть материала, охлаждайте его водой
.. Это просто стальной блок с отверстием, которое удерживает клапан идеально под углом 90 градусов. Мы всегда сбивали большую часть материала на настольном шлифовальном станке, а затем делали чистовую шлифовку в блоке напильником. завершение работы с напильником предотвратит нагрев стержня и потерю его твердости. Снимая большую часть материала, охлаждайте его водойРэй: Я жду замены клапана. На замену тому, который неудобно стал слишком коротким. Так что есть на выходных подумать.
Джейми: Сегодня днем я пытался починить «сбросной» клапан. Блок крепления очень помогает, даже блок, сделанный из куска 2×4, позволил мне передать напильник ближе к квадрату и с *намного* лучшей обработкой.
Спасибо за идеи. Это действительно попало мне под кожу. Не стоит принимать это на свой счет, но я знаю, что должен быть способ сделать что-то довольно хорошее без многотысячной машины!
Уолт
Ray C
Зарегистрировано
#8
Уолт сказал:
Рэй: Я жду замены клапана. На замену тому, который неудобно стал слишком коротким. Так что есть на выходных подумать.
Джейми: Сегодня днем я пытался починить «сбросной» клапан. Блок крепления очень помогает, даже блок, сделанный из куска 2×4, позволил мне передать напильник ближе к квадрату и с *намного* лучшей обработкой.
Спасибо за идеи. Это действительно попало мне под кожу. Не стоит принимать это на свой счет, но я знаю, что должен быть способ сделать что-то довольно хорошее без многотысячной машины!
Уолт
Нажмите, чтобы развернуть…
Это тип штока клапана, у которого конец закруглен или он плоский? Если он плоский, используйте плоскую сторону шлифовального круга с каким-либо удерживающим приспособлением. Может быть, просто кусок дерева или алюминия с V-образным вырезом. Пока прибор надежно закреплен на месте, все должно быть в порядке…
Может быть, просто кусок дерева или алюминия с V-образным вырезом. Пока прибор надежно закреплен на месте, все должно быть в порядке…
Рэй
Grumpy Gator
Гость форума
#9
Рэй понял это правильно. На моем Sioux Valve Grinder с левой стороны машины есть приспособление, которое представляет собой просто V-образный блок с зажимом для удержания клапана, и вы одеваете его на плоскую сторону колеса.
Насколько глубже вы стачивали сиденье? Вам все еще нужен зазор между верхней частью клапана и держателями клапанов. Вы всегда можете изменить пружину, чтобы получить правильное давление на седло. Или просто заменить сиденье.
**********Просто говорю *******************Аллигатор**************
Джимми
Активный пользователь
#10
В старых станках для шлифовки клапанов использовался зажим, который вращал зажатый клапан поперек камня. У моего настольного шлифовального станка есть круглые стержни, которые удерживают упоры перед точильным кругом. Было бы несложно изготовить приспособление, которое крепилось бы к этому круглому стержню и позволяло бы зажатому клапану поворачиваться вниз по краю камня.
шлифовка штока клапана | Главная Модель Форум машинистов двигателей
Кернбиго
Участник
#1
Кто-нибудь придумал простой способ окончательной шлифовки штока клапана для небольшого двигателя (бриггс и т. д.), чтобы укоротить его после шлифовки и притирки клапанов при восстановлении двигателя?
XD351
Известный член
#2
Когда-то давно, когда я работал в магазине косилок, мы использовали настольный шлифовальный станок и вручную прокатывали клапан по упору шлифовального станка, чтобы укоротить длину штока клапана.
Вы можете установить его на токарном станке и использовать шлифовальную машину, установленную в стойке инструмента, для обрезки штока клапана.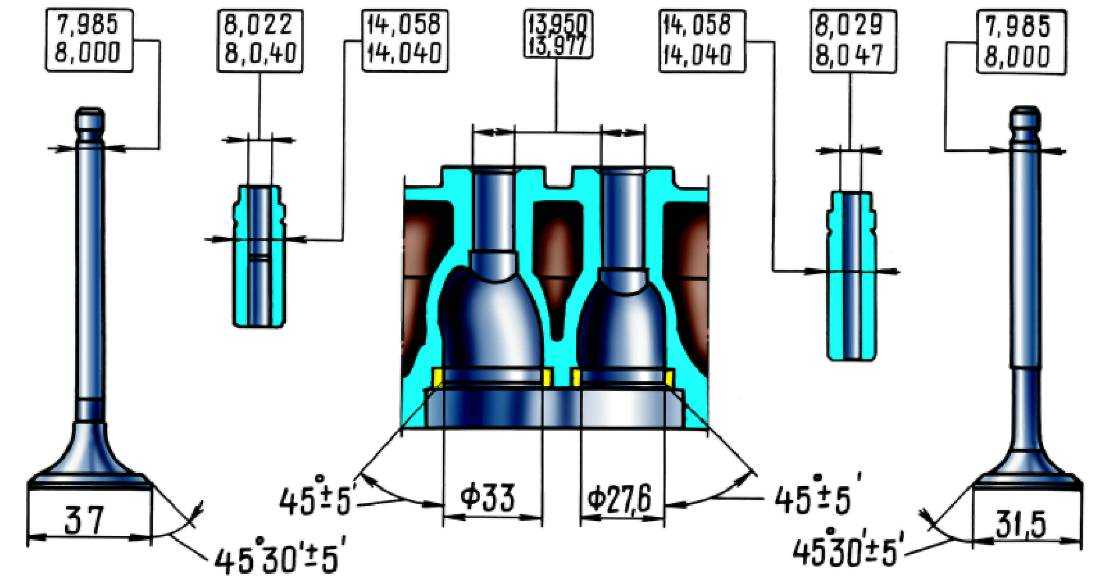
портландрон
Известный член
#3
Если вы находитесь в Портленде, ИЛИ. У меня есть паровая шлифовальная машина с клапаном, на которой мы могли бы их сделать.
Бункер
Известный член
#4
На старых традиционных станках для шлифовки клапанов многие просто использовали V-образный блок для удержания штока клапана, и блок поворачивался так, что конец шпинделя перемещался по поверхности шлифовального круга. Достаточно легко сделать что-то для настольного шлифовального станка, чтобы сделать то же самое.
Достаточно легко сделать что-то для настольного шлифовального станка, чтобы сделать то же самое.
Кернбиго
Участник
#5
портландрон сказал:
Если вы находитесь в Портлендской операционной. У меня есть паровая шлифовальная машина с клапаном, на которой мы могли бы их сделать.
Нажмите, чтобы развернуть…
фото если есть